
3.6.挤出混料生产线
可进行多种线路配置
混料生产线有多种形状和尺寸。混料可在单螺杆挤出机、双螺杆挤出机、往复式单螺杆混料机、间歇式内混机和连续式内混机上进行。生产线的配置主要取决于要在混料挤出机中混合的原料。下游设备通常包括切粒系统,见图 3.9。聚合物成分通常通过第一个进料口加入。
添加填料
填料通常是在塑料已经熔化的情况下加入下游进料口;这种安排可减少填料对挤出机造成的磨损。双螺杆填料机通常会加入大量填料,尤其是当填料的体积密度较低时。当填充量较高时,往往会产生大量的夹带空气;这些空气会通过排气口排出。排气口通常与真空泵相连;高真空度可提高塑料挥发物的去除率。
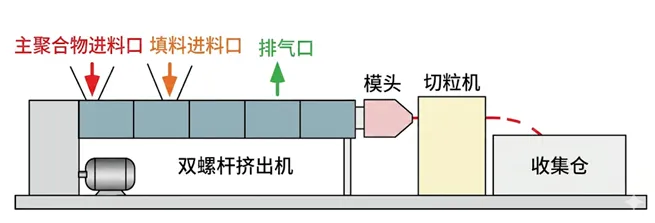
图 3.9 典型的挤出混料生产线
造粒方法
有些切粒机切割的是在水浴中冷却的挤出股,这种切粒机被称为挤出股切粒机。切粒机切割的是挤出片材而不是挤出条。切粒机切出的粒料具有均匀的立方体或八面体形状。其他切粒机在模具出口处直接切割材料,这些切粒机被称为模面切粒机。这些切割系统可以是干式模面切粒机、水环切粒机或水下切粒机。
在干式模面切粒机中,熔融塑料在模面进行切割。在切刀的快速运动下,颗粒被抛离模面,通常落入水浆中。在水环切粒机中,切刀的离心作用将颗粒抛入围绕切刀外壳周围旋转的蜗牛水笼中。泥浆流入离心干燥器。在水下切粒机中,熔融塑料直接挤入水中,并立即被多刀切割机切割。
水下造粒机
模具可能需要特殊的加热能力,以避免模具板冻结。水下切粒机的启动程序通常需要对塑料流量、切刀旋转和进水流量进行仔细排序,以避免模具冻结或结块。
与下游直接成型系统相结合
混料挤出机还可与下游的直接成型系统相结合。在许多情况下,在挤出机的出料端安装一个齿轮泵,以产生模具压力并控制产量。图 3.10 是混料/片材组合挤出生产线的一个示例。
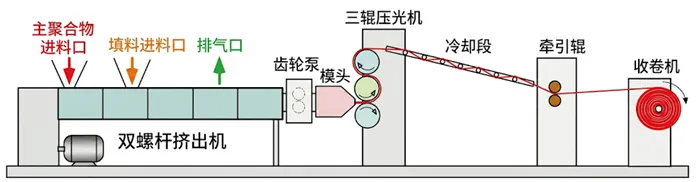
图 3.10 具有在线整形功能的挤出混料生产线
塑料被引入混料挤出机的第一进料口,填料被引入第二进料口,挥发物和夹带的空气从排气口排出。在混料挤出机和片材模具之间装有一个齿轮泵。片材被送入辊垛,然后像前面讨论过的普通片材生产线一样进行处理。
3.7. 型材挤出生产线
型材挤出生产线的组件
许多挤出生产线用于生产型材。异型材生产线也有多种形状和形式。典型的挤出生产线由挤出机、模具、校准装置、冷却装置、测量装置、牵引装置、卷取机或切割机或锯床组成,见图 3.11。如果对挤出产品的尺寸公差要求很低,可以使用齿轮泵。在某些型材生产线上,挤出的型材上还贴有薄膜或箔。挤出型材有多种形状和尺寸。
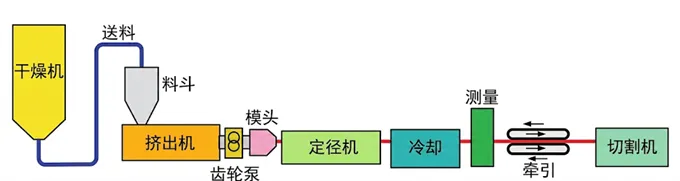
图 3.11 型材挤出生产线的组成部分
