
3整条挤出生产线
在本章中,我们将讨论挤出生产线的典型组件以及不同类型的挤出生产线。
要生产挤出产品,仅靠挤出机显然是不够的。除了挤出机,我们还需要上游和下游设备来生产有用的产品。挤出生产线的主要组成部分包括
挤出生产线的组成部分
树脂处理系统
n干燥系统
n挤出机
n后整形或校准装置
冷却装置
n收线装置
n切割机或锯
挤出生产线的主要类型有
n管材和管道挤出生产线
n薄膜和片材挤出生产线
n挤出复合生产线
n型材挤出生产线
除了这四种主要类型外,还有许多其他类型,如纤维纺丝生产线、挤出吹塑成型机以及片材和热成型综合生产线。
3.1.管材和管道挤出生产线
尺寸/校准
前面讨论过管材和管件的模具。小直径管材(小于 10 毫米)通常采用自由挤出工艺制造;这种工艺没有定径或校准装置。大直径的管材和管件则是在模具的下游使用定径装置制造的。定径机或校准器的作用是将塑料凝固到足以传递作用在产品上的应力的厚度,同时保持所需的形状和尺寸。典型管材挤出生产线的主要部件如图 3.1 所示。
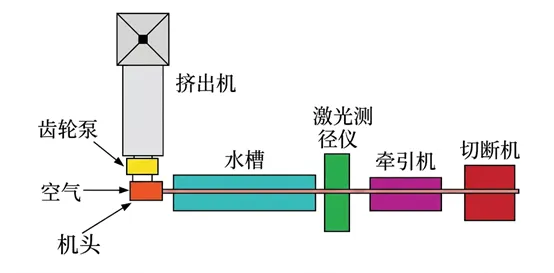
图 3.1 典型管材挤出生产线的组成部分
控制直径和壁厚
该生产线不使用定径装置,因此适用于小直径管材。可以使用齿轮泵,也可以不使用齿轮泵,这取决于挤出过程中的精度要求。管材的内部气压受到控制,以达到正确的外径和壁厚值。通常使用激光尺测量直径,以便进行密切监测和控制。直径和壁厚主要由挤出机输出、牵引机速度和内部气压决定。
测量壁厚
闭环控制系统可自动设置适当的螺杆泵或齿轮泵速度、牵引机速度和内部气压。使用牵引机后,可以切割管材或将其卷绕在卷轴上。在某些生产线中,可直接测量管壁厚度;如图 3.2 所示,可使用安装在管子圆周上的超声波传感器进行测量。
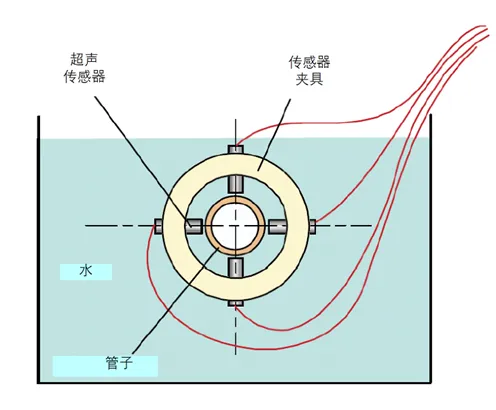
图 3.2 超声波壁厚测量仪
3.2.使用辊堆工艺的薄膜和片材生产线
纹理表面
平膜和片材的挤出没有很大区别。片材生产线的主要部件包括挤出机、辊堆、冷却段、压辊段和收卷机,见图 3.3。辊组包括三个辊,通常称为抛光辊。它们用于对塑料板施加压力,并将轧辊的表面状态传递给塑料板。如果需要光滑的表面,则使用光滑辊。如果需要纹理表面,则在辊子上使用纹理表面。轧辊纹理是板材所需纹理的反面。通过使用相邻的光滑辊和纹理辊,可以生产出一个纹理表面和另一个光滑表面的板材。
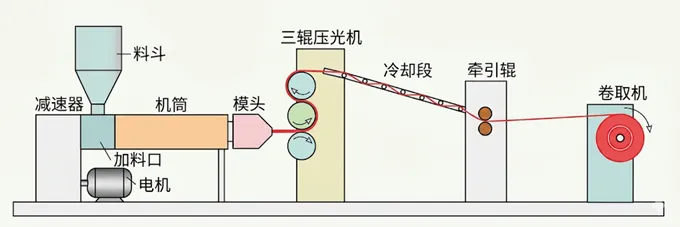
图 3.3 片材或平膜挤出生产线的组成部分
不同的堆栈模式
图 3.3 显示塑料板沿着中心辊向上,围绕中心辊和顶辊形成 S 型缠绕;这称为 "上堆垛 "运行。片材生产线也可以在 "下叠 "模式下运行,即材料围绕中心辊和下辊进行 S 形缠绕。辊子不一定要处于垂直位置;它们可以处于水平位置或垂直与水平之间的任何角度。事实上,有些辊堆的角度是可调的。
轧辊温度控制
轧辊通常有芯,以便控制轧辊的温度。这通常是通过循环热油来实现的。每个辊子的温度都可以单独调节。冷却部分由放置在框架中的多个轧辊组成;纸板在轧辊上和轧辊下运行,以保持纸板平整。冷却段的末端是拉辊或压辊,它们是橡胶辊,将纸页从辊堆中拉出,使纸页保持一定的张力。在压辊之后,纸页被引向卷纸机,卷纸机将纸页卷在纸芯上。有许多不同的卷取机可供选择;有些卷取机会在一个包装装满后自动将纸页转移到新的纸芯上。
3.3. 采用冷辊铸造的薄膜生产线
令人不寒而栗
薄膜通常在冷轧辊上浇铸,而不是挤出成轧辊堆。流延膜生产线的主要部件包括挤出机、膜模、冷轧辊装置、测厚系统、表面处理装置和收卷机。
薄膜向下挤出到冷却辊上。薄膜和冷却辊之间的初始接触是通过使用气刀来建立的。如图 3.4 所示,气刀在冷却辊的宽度上产生一股细小的高速气流,气流将薄膜推向辊子表面。
测量
从冷却辊装置出来的胶片被引向厚度测量装置,在这里测量整个胶片宽度上的厚度。大多数薄膜和片材厚度测量仪都有一个扫描测量头,可以在薄膜上来回移动,测量薄膜的长度和宽度。
表面处理
在测厚装置之后,薄膜通过表面处理装置。如果需要对薄膜进行表面处理,就需要使用这种装置。这样做通常是为了提高附着力,例如,用于后续的印刷或层压操作。最重要的附着力促进剂有
n火焰处理
n电晕放电处理
n臭氧处理
n底漆
卷绕
从处理装置出来后,薄膜被引向收卷装置。与片材挤出一样,有许多不同类型的收卷机可供选择。
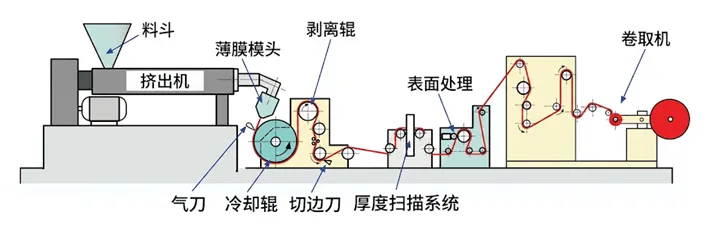
图 3.4 流延膜挤出生产线的组成部分
3.4.材料组合
许多产品,尤其是包装产品,对塑料的要求很高,单一塑料无法满足所有要求。为了满足这些要求,通常需要将两种或两种以上的材料组合在一起。组合不同材料的技术有很多,其中比较重要的有共挤技术、涂层技术和层压技术。
3.4.1.共挤
共挤是一种常用技术,用于将两种或两种以上塑料通过一个挤出模具进行混合。有两种主要的共挤技术,即料块系统和多歧管系统。在喂料块系统中,不同的塑料在喂料块模块中混合,如图 1.18 所示,然后进入具有单一入口、歧管和出口的常规挤出模具。
多层简易组合
进料块系统的优点是简单、成本低廉,而且可以将多层塑料组合在一起。主要缺点是不同塑料的流动特性必须非常接近,以避免界面变形。这就限制了通过喂料块共挤技术进行组合的材料选择。
多种材料组合
在多歧管系统中,每种塑料在共挤模具中都有自己的入口和歧管。不同的熔体流在流出模具之前被混合在一起,因此界面变形最小。多歧管系统的优点是可以将流动性能差别很大的塑料组合在一起。因此,通过这种挤出技术可以组合多种材料。缺点是模具设计较为复杂,因此成本较高。
图 3.5 显示了一种多歧管片材或薄膜模具。这种模具有两个入口、两个分流板和一个出口。上层的流量可通过使用调节螺母弯曲扼流条进行调节。两种塑料在着陆区入口处结合;这是模具流道的最后一个平行部分。可使用挠性唇调节螺栓调节着陆区的流动。这些螺栓沿模具出口宽度分布,间距约为 25 至 40 毫米(1.0 至 1.5 英寸),可对模具间隙进行局部调整。一些较新的片材和薄膜模具带有柔性膜,可调节流量。可以使用多种多歧管模具,包括平膜和片材模具、管材和管道模具、吹膜模具和异型模具。
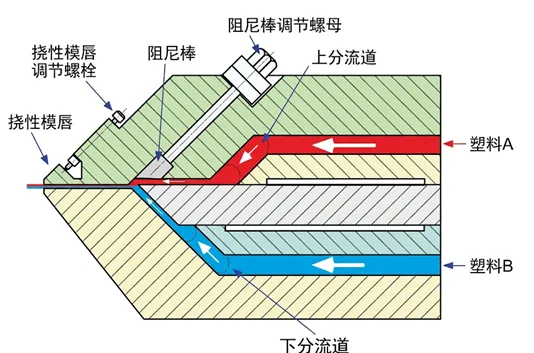
图 3.5 多层板模具示例
3.4.2 挤出涂层
固体基底上的熔融塑料
在挤出涂覆中,熔融的塑料薄膜层与移动的固体薄膜或基材结合在一起。基材可以是纸、纸板、箔、塑料薄膜或织物;基材也可以是多层产品。挤出涂覆操作示意图如图 3.6 所示。
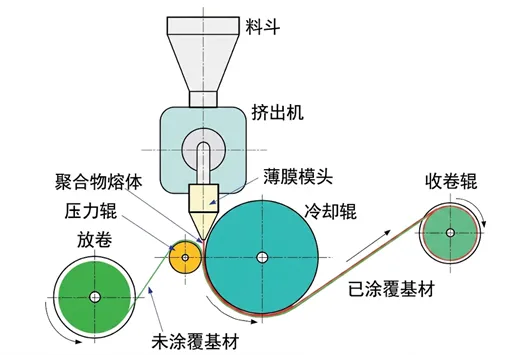
图 3.6 挤出涂层操作示意图
3.4.3.挤出层压
使用塑料层作为粘合剂
挤出层压是将两种或两种以上的基材(如纸和铝箔)结合在一起,在两种基材之间使用塑料薄膜作为粘合剂,见图 3.7。可对纸幅进行预热或表面处理,以改善与塑料薄膜的粘合效果。
挤出的薄片或薄膜可以单面或双面与薄膜层压。层压材料可以是纸、箔、网或其他一些材料。通过层压可以制造出许多不同结构的片材或薄膜产品。层压板从放卷机上展开,与薄膜结合,然后立即进入一组压辊。层压后,薄膜的处理方式与普通薄膜相同。
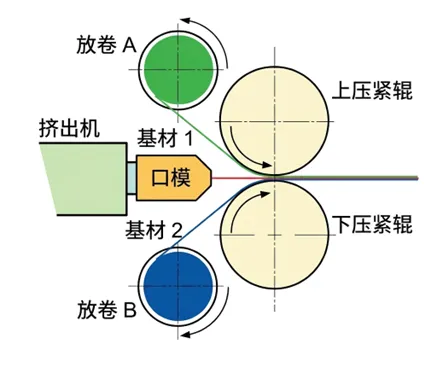
图 3.7 挤出层压示意图
3.5.吹膜生产线
利用空气膨胀管道
吹膜生产线与平膜生产线截然不同。如图 3.8 所示,在吹膜生产线上,管状薄膜垂直向上挤出。空气被引入管子内部,结果管子膨胀成直径大于模具直径的气泡。气泡直径与模具直径之比称为吹胀比。包装用低密度聚乙烯薄膜挤出中使用的典型吹胀比范围为 2.0 至 2.5:.1。当气泡充分冷却后,它在塌陷框架中被压平,并被拉过一组压辊。然后,平铺薄膜在几个惰轮的引导下进入卷取机,在卷取机上被卷在芯子上。
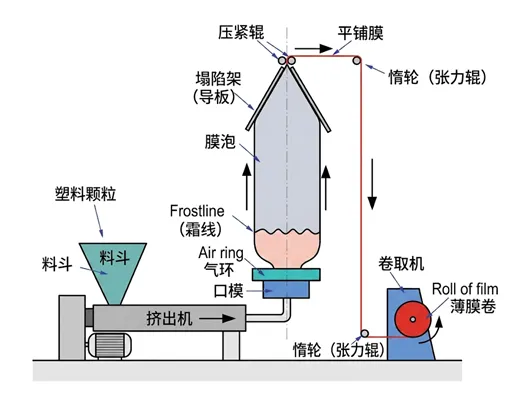
图 3.8 吹膜生产线示意图
吹膜工艺的一个优点是,它不仅可以生产管状产品(袋),还可以生产平膜,只需将管子切开即可。在某些吹膜工艺中,塑料向下挤出,以生产具有特殊性能的薄膜。
