走进车间,近距离观摩机电电缆桥架在生产线上的加工生产
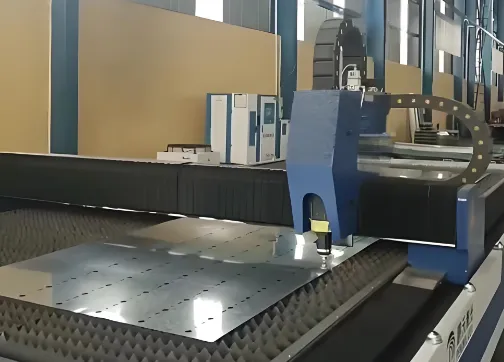
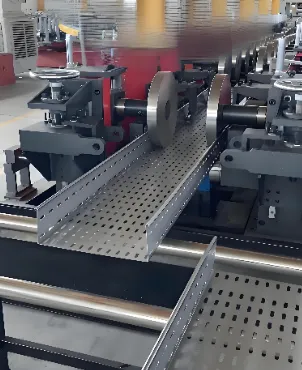
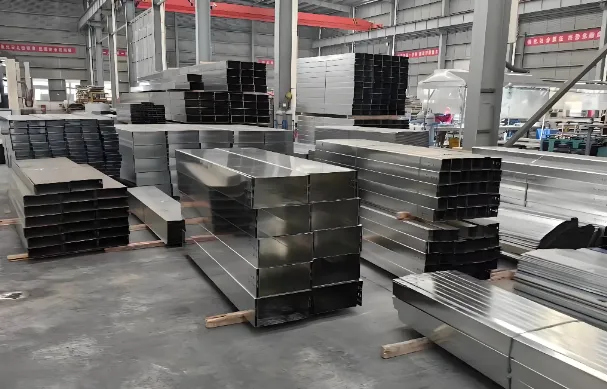
电缆桥架是电缆敷设的核心支撑构件,为了保证其加工生产的质量与加工生产的效率满足现场施工安装的需求,我们需要走进加工生产车间,来通过近距离观摩,了解机电管综电缆桥架在车间生产线上的加工生产的情况。电缆桥架在工厂车间的标准化生产,是从原材料到成品的精密制造过程,全程围绕下料、成型、焊接、防腐、质检五大工序展开,自动化程序高、精度控制严。电缆桥架生产始于原材料入库,主流选用Q235B冷轧钢板、热镀锌钢板,厚度1.5-3.0mm,特殊环境用不锈钢或铝合金。卷材吊上开卷机,经校平机去除内应力、消除翘曲,保证板面平直,为后续精度奠基。2.1.切割下料:激光切割机或剪板机按图纸定尺裁切,长度误差≤0.5mm,切口无毛刺。2.2.冲孔加工:伺服送料带动板材进入自动冲孔模,一次性完成连接孔、散热孔、安装孔的冲压,空位精度±0.3mm,同时压印厂家标识。梯式桥架的横档孔、槽式桥架的装配孔,均由模具一次成型,效率高,一致性好。3.1.折弯成型:数控折弯机按程序将板材折成槽式、托盘式或梯式截面,折弯圆角≥4倍板厚,避免开裂;槽式桥架多为整张钢板一次折弯,整体性强。3.2.焊接加固:梯式桥架横档与侧板、附件连接采用CO₂气体保护焊,焊缝饱满无气孔、夹渣;焊后打磨平整,去除焊渣与毛刺,确保外观与安全。大跨距桥架需焊接加强筋,提升承载能力。4.1.热浸镀锌(户外 / 重腐蚀):脱脂→酸洗→助镀→烘干→浸锌(450–470℃纯锌液)→冷却钝化,锌层厚度≥65μm,防腐寿命可达 20 年。4.2.静电喷塑(室内/美观):磷化处理后,静电喷涂环氧树脂/聚酯粉末,180-200℃高温固化,涂层均匀、耐候耐磨,颜色可选。5.1.尺寸校验:卡尺、直尺抽验长宽、空位、直线度(≤2mm)。5.2.荷载测试:跨距1.5m施加300kg/m均布荷载,无永久变形。5.3.防腐检测:锌层测厚、图层附着力测试,确保达标。5.4.包装入库:合格成品套保护膜、捆扎、贴标签后入库,等待发货。总结:电缆桥架的工厂化生产,是自动化设备+标准化工艺+严格质检的结合,从原料到成品一气呵成,既保证批量生产的效率,又确保每一件产品的精度、强度与防腐性能,为各类工程提供可靠的电缆支撑解决方案。