轮胎胎冠半成品部件挤出生产线预冷却形式对轮胎质量的影响
胎面压出线的预冷却确实对胎面气孔率有显著改善效果。5-12℃
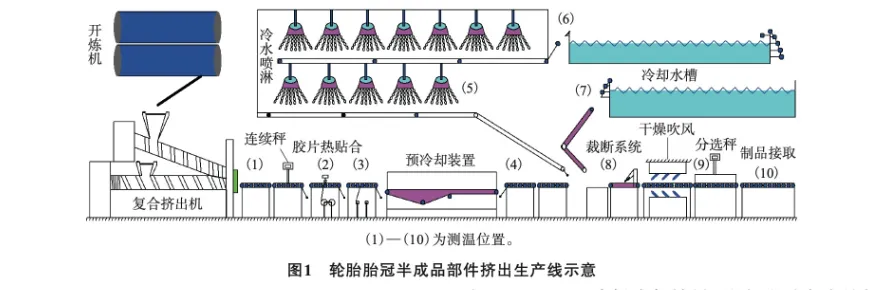
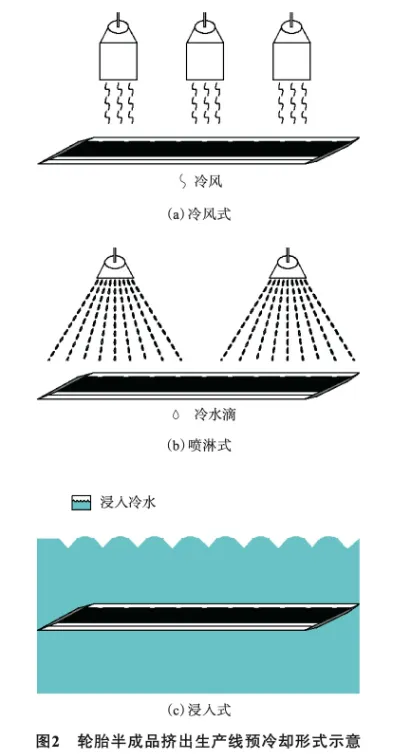
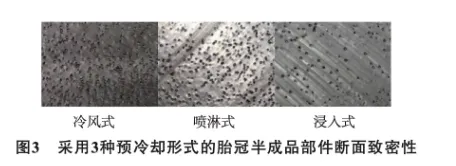
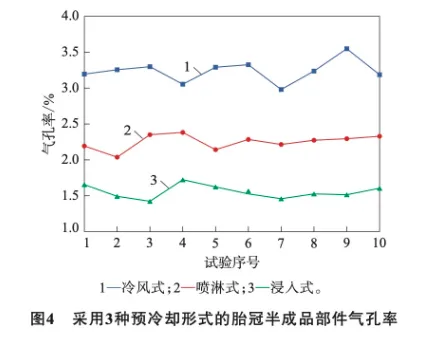
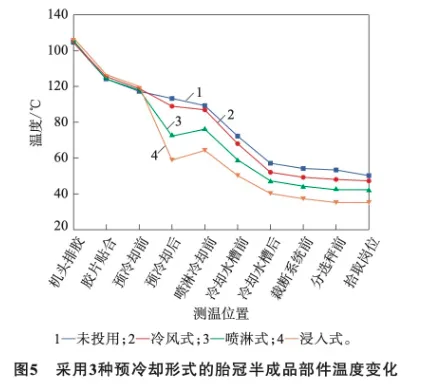
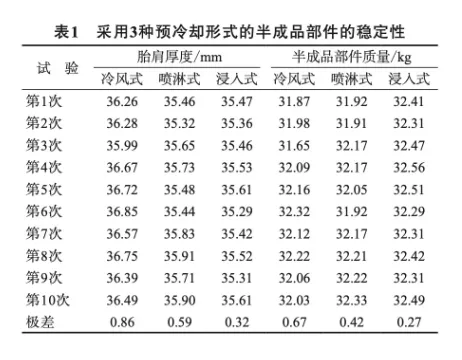
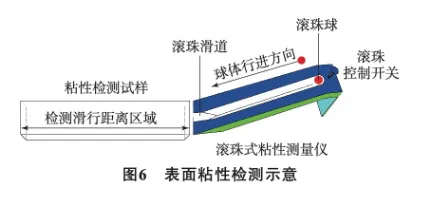
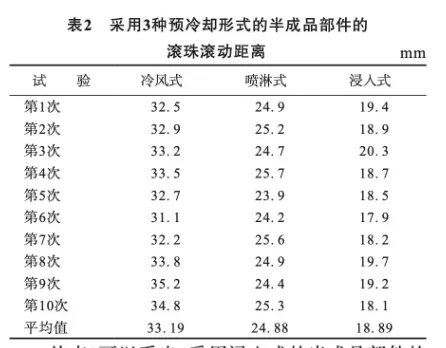
摘要:研究轮胎胎冠半成品部件挤出生产线预冷却形式对轮胎质量的影响。结果表明:冷水喷淋式和浸人冷水式预冷却装置的成本分别为冷风式预冷却装置成本的2.75和4倍;与冷风式和冷水喷淋式相比,采用浸入冷水式冷却的半成品部件的气孔率更低,稳定性和表面粘性更好,挤出速度更快,可使轮胎胎冠合格率提升7.92%,生产效率提升16.98%。近年来,全钢载重子午线轮胎市场受国际贸易摩擦、环保法规强化及原材料价格上涨等多重因素影响,竟争愈发激烈,轮胎企业面临严峻挑战。在此背景下,轮胎的性能及质量稳定性成为市场竞争的核心,关乎企业市场口碑与国际市场拓展。轮胎胎冠半成品部件挤出生产线(见图1)中的预冷却形式对提升轮胎质量、提高生产效率具有关键作用。轮胎半成品部件挤出生产线常用的预冷却形式包括冷风式、冷水喷淋式(简称喷淋式)和浸入冷水式(简称浸入式)3种(见图2)。3种预冷却形式的特点如下:(1)冷风式预冷却装置是利用鳆个是风机产生的冷风对半成品部件进行冷却,常规温度为16-22℃,通过调节风温和风速可以有效控制冷却速度和温度,其优点为结构简单、操作方便;(2)喷淋式预冷却装置利用多个喷淋头,将温度为20-25℃的冷却水均匀喷酒在半成品部件表面,从而实现快速降温,其优势在于冷却介质能够直接作用于半成品部件表面,提高冷却效率;(3)浸入式预冷却法是将半成品部件完全沉浸在工艺冷却水中的冷却方法,该方法利用热传导原理,使半成品部件的温度迅速降低,冷却水槽温度为5-12℃,以确保冷却效果,此方法对半成品部件的冷却效果显著,但也可能导致部件夹带水分,进而增加轮胎脱层的潜在风险。本工作研究轮胎胎冠半成品部件挤出生产线预冷却形式对轮胎质量的影响,并结合试验结论对设备进行升级,以实现轮胎性能与质量稳定性的提升,同时为后续购置设备的配置进行选型储备。TST-LM-X800型轮胎胎冠联动线,天津赛象科技有限公司产品;WH-CH0S1-30型断面尺寸红外自动扫描测量仪,北京沃华创新科技公司产品;PAT-02型沟槽式滚珠粘性测量仪,220mmx70mmx65 mm,济南赛成电子科技有限公司产品;DP-300P型排水法密度测试仪,北京亚欧德鹏科技有限公司产品。工艺参数:250 mm挤出机螺杆转速29r·min.200mm挤出机螺杆转速13.5r·min,生产线速度 8.9m·min,挤出温度抽18~120 ℃。分别采用3种预冷却形式进行10次试验,每次试验结果取值7组,去除最大值和最小值后取平均值。对3种预冷却形式的成本进行综合统计分析可知,冷风式预冷却装置结构相对简单、操作较为方便,成本相对较低;喷淋式预冷却装置需要铺设相应管道,确保冷却水介质供应,成本居于冷风式与浸入式之间,为冷风式预冷却装置成本的2.75倍;浸入式预冷却装置也需要铺设相应管道,还需要设置工艺冷却水循环系统,结构相对复杂,成本恊相对最高,为冷风式预冷却装置成本的4倍。气孔率是衡量轮胎半成品部件性能的关键指标,对轮胎强度和耐久性能具有直接影响。采用3种预冷却形式的胎冠半成品部件断面致密性如图3所示,胎冠半成品部件气孔率和温度变化如图4和5所示,其中采用冷风式、喷淋式和浸入式的胎冠半成品部件的气孔率平均值分别为3.24%,2.27%和1.55%。冷风式喷淋式图3采用3种预冷却形式的胎冠半成品部件断面致密性从图3和4可以看出,采用浸入式的胎冠半成品部件的气孔率最低。经过分析长期积累数据发现,胎冠半成品部件气孔率与冷却过程的热胀冷缩效应密切相关,结合图5分析认为,冷风式的冷却速度较慢,胎冠半成品部件的气孔率较高,断面致密性较差,喷淋式通过冷却介质直接作用于胎冠半成品部件表面,能够较大程度地降低气孔率,但也因冷却不够充分,致其气孔率仍然高于采用浸入式的胎冠半成品部件。挤出半成品部件厚度和质量是衡量半成品部件稳定性的核心指标,采用3种预冷却形式的半成品部件的稳定性如表1所示。从表1可以看出,采用3种预冷却形式的半成品部件的稳定性均达到标准要求(胎肩厚度≥35.5 mm,半成品部件质量<32.5 kg),采用浸入式的半成品部件的稳定性最好,喷淋式次之,冷风式最差。挤出半成品部件表面粘性是轮胎生产中的工艺控制要点,直接影响轮胎的加工性能与成品质量。采用沟槽式滚珠粘性测量仪测试半成品部件的表面粘性(见图6),通过滚珠在试样表面的滚动距离反映粘性大小,距离越短粘性越好。采用3种预冷却形式的半成品部件的滚珠滚动距离如表2所示。从表2可以看出,采用浸入式的半成品部件的滚珠滚动距离最短,表面粘性最优;喷淋式次之,冷风式最差。相同工艺条件下,采用浸人式对半成品部件进行冷却,对降低轮胎气泡、脱层类不良率具有显著效果,如图7所示。采用3种预冷却形式的半成品部件的挤出速度如表3所示。为确保天然橡胶分子链结构的完整性,挤出半成品部件时对拾取温度有严格的工艺要求,本次试验采用的拾取温度为35℃。从表3可以看出,与未投用预冷却相比,采用冷风式、喷淋式和浸入式的半成品部件的挤出速度分别提升了2.74%,8.11%和16.89%。(1)喷淋式和浸入式预冷却装置的成本分别为冷风式预冷却装置成本的2.75和4倍。(2)与冷风式和喷淋式相比,采用浸入式冷却的半成品部件的气孔率更低,稳定性和表面粘性更好,挤出速度更快,浸入式预冷却法批量投用后,轮胎胎冠合格率提升了7.92%,生产效率提升了16.89%,实现了产品性能与生产效率的双提升,为企业赢得了较好的经济效益与社会效益。