
在复合肥九公斤小包装生产线上,电动葫芦是物料吊运的关键设备,它的稳定运行直接关系到包装线的生产效率与安全。近日,我们在日常巡检中发现,该生产线的电动葫芦出现了往上运行无力、往下运行正常的异常情况,下面为大家详细还原本次故障的排查与处理全过程。
一、故障现象与初步分析
故障表现
电动葫芦按下“下降”按钮时,运行平稳有力;但按下“上升”按钮时,葫芦动作迟缓、无力,甚至无法正常起吊额定重量的物料,无法满足生产吊运需求。
初步排查
1. 电压检测:首先对控制回路与主回路电压进行全面检测,电源输入电压、控制电压均处于正常范围,排除了电源缺相、电压不足的问题。
2. 动作逻辑分析:电动葫芦上下行分别由独立接触器控制,下行正常说明电机本体、电源进线、公共回路无故障,问题大概率出在上行控制回路的接触器上。
二、故障定位:接触器触头熔断
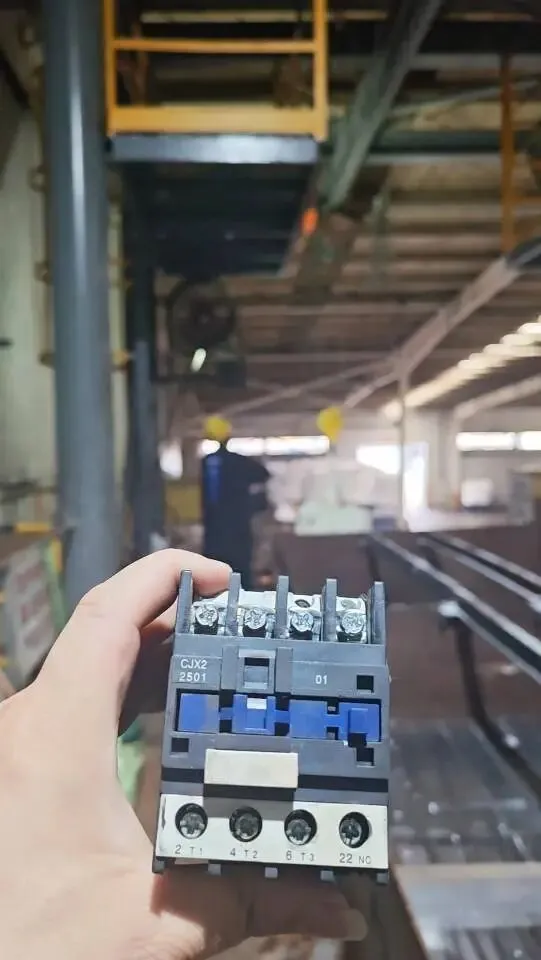
我们重点对上行回路的接触器进行拆解检查,型号为CJX2-2501交流接触器。
1. 外观与接线检查:接触器外观无明显烧蚀变形,接线端子紧固无松动,排除了接线接触不良的问题。
2. 触头导通性检测:使用万用表对接触器上下主触头进行通断测试,发现其中一组主触头完全不通,其余两组导通正常,由此可判断为上行回路缺相,这正是导致葫芦往上运行无力的直接原因。
3. 故障接触器拆解验证:为进一步确认故障,我们对旧接触器进行了拆解,

结果与判断完全一致:故障的那一组主触头已严重烧蚀、熔断,触头接触面因高温电弧出现大面积熔焊与碳化,无法正常导通电流,最终造成三相回路缺相,电机无法获得足够动力输出。
三、故障处理:接触器更换与调试
一. 备件确认
我们选用了与故障件型号完全一致的CJX2-2501交流接触器,确保线圈电压、额定电流、触头规格与原回路匹配,避免因参数不符导致新的故障。
二. 更换操作
1. 切断电动葫芦的总电源,并在电源开关处悬挂“禁止合闸,有人工作”标识牌,做好安全防护。
2. 拆除旧接触器的所有控制线与主回路接线,并做好标记,避免接线混乱。
3. 将新接触器安装至导轨,按照标记依次接好主回路与控制回路接线,确保接线牢固、接触良好。
4. 再次检查所有接线,确认无错接、漏接、虚接情况。
三. 通电验证
1. 拆除安全标识,合上电源开关,对电动葫芦进行空载试运行:分别按下上升、下降按钮,葫芦动作顺畅,上升无力现象完全消失。
2. 带负载测试:吊运额定重量的物料进行多次升降操作,葫芦运行平稳,无卡顿、异响,接触器吸合正常,无发热异常。
3. 长时间观察:连续运行30分钟,接触器温升正常,无异味、异响,故障彻底解决。
四、故障复盘与预防措施
故障根本原因分析
本次接触器触头熔断,主要由以下因素导致:
1. 频繁启停与电弧烧蚀:电动葫芦属于频繁启停设备,接触器触头在吸合与断开过程中会产生电弧,长期运行导致触头接触面逐渐烧蚀、氧化,最终引发接触不良、局部过热,直至熔断。
2. 负载冲击影响:复合肥生产中物料吊运存在一定的负载冲击,频繁的电流冲击会加剧触头的损耗,缩短接触器使用寿命。
预防与维护建议
1. 加强日常巡检:定期检查接触器的接线端子温度、触头吸合状态,发现发热、异响及时处理,避免小问题演变成大故障。
2. 定期更换关键备件:对于频繁启停回路的接触器,建议根据设备运行频率,提前制定备件更换周期,避免超期服役。
3. 优化操作习惯:规范电动葫芦操作流程,避免频繁点动、超载吊运,减少对接触器与电机的冲击损伤。
4. 建立故障台账:对同类设备的接触器故障进行记录,统计故障周期与原因,为后续维护提供数据支撑。
本次故障的快速处理,不仅保障了复合肥小包装生产线的连续稳定运行,也为我们后续的设备维护工作积累了宝贵经验。设备的稳定运行,离不开每一次细致的巡检与严谨的故障处理,我们将持续做好设备全生命周期管理,为生产安全保驾护航。
