
在埋弧焊(SAW)的宏大工业应用中,焊剂不仅是保护熔池的屏障,更是决定焊缝冶金质量的关键因素。对于焊剂生产企业而言,如何将熔炼或烧结后的块状原料,加工成粒度均一、强度高、粉尘少的成品,是贯穿始终的核心命题。
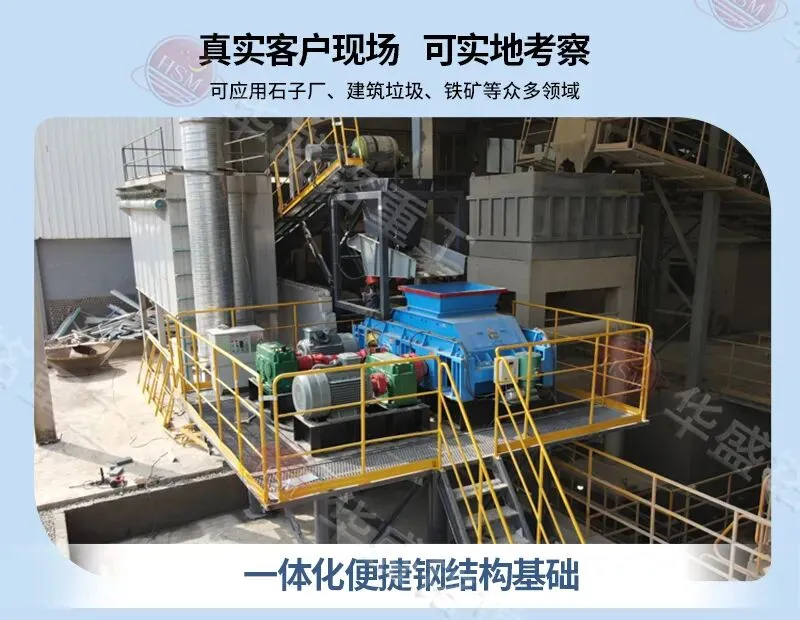
传统的破碎工艺往往难以兼顾粒度控制与粒形优化,导致下游焊接过程中频繁出现气孔、咬边、脱渣困难等顽疾。而将液压对辊破碎机引入焊剂生产线,则是一次直击痛点的技术升级。它凭借独特的挤压破碎原理,从源头上重塑了焊剂的物理形态,为下游焊接工艺的稳定性奠定了坚实基础。

焊剂的粒度分布直接决定了其在焊接过程中的透气性和堆积密度。如果颗粒大小混杂,细小的粉末会填充在大颗粒的间隙中,导致焊剂层透气性变差。在焊接高温下,熔池内部产生的气体无法顺利逸出,便会在焊缝表面形成“麻点”甚至内部气孔。反之,如果粗颗粒过多,电弧稳定性又会受到影响。液压对辊破碎机采用双辊对向旋转的层压破碎原理,物料在两辊之间受到持续、均匀的挤压力而崩解。

这种“温和”的破碎方式,避免了传统锤破或反击破因高速冲击而产生的过量微粉(过粉碎),确保了成品焊剂中粉末含量低。纯净的颗粒结构保证了焊剂层拥有空隙率,使得焊接过程中气体排出顺畅,电弧燃烧稳定,从而从根本上消除了因透气性差导致的焊接缺陷。
除了控制粉末,对辊机在优化颗粒形状方面也具有天然优势。经过对辊机挤压破碎的焊剂颗粒,多呈规则的立方体或近球形,针片状含量低。这种规整的粒形带来了流动性。在自动化焊接过程中,焊剂需要通过软管均匀地铺撒在焊缝上。

球形度高的颗粒流动性好,能够形成厚度均匀、覆盖严密的焊剂层,有效防止了因焊剂层厚薄不均导致的“明弧”或偏弧现象。同时,规则的颗粒在冷却后形成的渣壳,其收缩应力分布更为均匀,使得焊后清渣变得异常轻松,大大提升了焊接作业的效率。
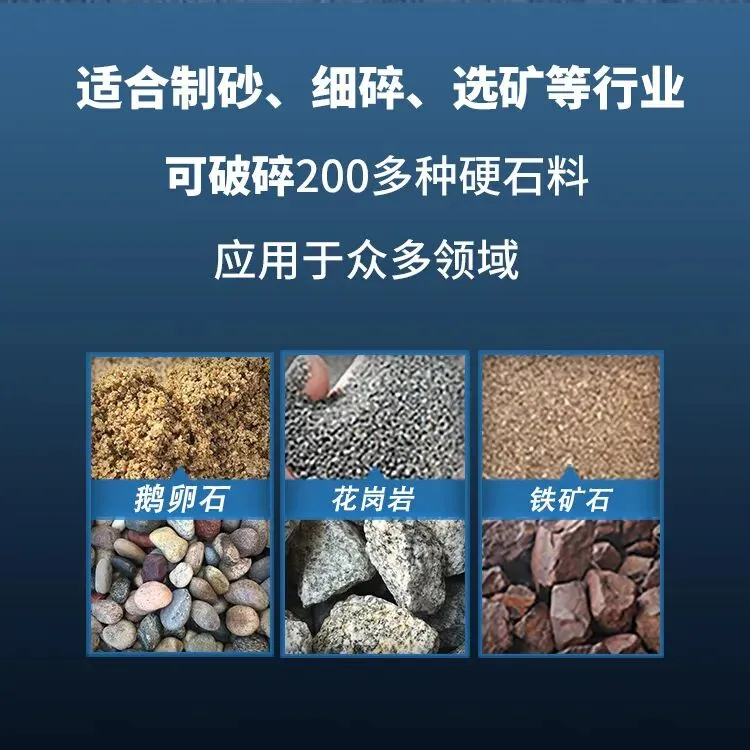
在粒度控制的精准度上,液压对辊破碎机更是展现出了“指哪打哪”的实力。焊剂生产往往需要根据不同的焊接工艺(如单丝、多丝、高速焊)调整粒度范围(如8-40目或10-60目)。对辊机摒弃了传统的筛底设计,通过液压系统调节两辊之间的间隙,即可直接决定出料粒度。

这种无级调节方式,使得厂家可以快速切换生产不同规格的焊剂,且出料粒度分布集中,级配连续。这种高度的均匀性,确保了每一批次焊剂在下游客户的使用中都能保持工艺参数的一致性,大大地增强了产品的市场竞争力。
此外,对辊机的高耐磨性和低能耗也为焊剂生产带来了显著的经济效益。针对焊剂原料(如高锰、高硅材质)的强磨蚀性,对辊机配备了高铬锰钢合金辊皮,使用寿命长达一年以上,大幅降低了易损件成本。

同时,其低速运转、高压挤压的工作模式,比同产量的冲击式设备节能30%以上。对于焊剂企业而言,引入对辊机不仅是为了提升产品质量,更是为了在激烈的市场竞争中构建起“高品质、低成本”的护城河,让每一吨出厂的焊剂都成为下游焊接质量稳定的坚实保障。

