

复合材料领域首席编辑金杰·加德纳(Ginger Gardiner)探讨了今年部分值得关注的展览以及复合材料领域的新发展。
今年,JEC World展会后报告不仅包含一些典型的简短摘要,还收录了几篇较长的文章—这是讲述那些已酝酿许久的故事的机会。一如既往,我的重点是关注新兴事物及其为复合材料领域开辟新机遇和可能性的潜力。
将AFP-RTM集成为高速复合材料生产线
Coexpair Dynamics(比利时那慕尔)由长期树脂转移成型(RTM)及基于预浸料的SQRTM技术及设备供应商Coexpair(那慕尔)创始人安德烈·贝尔廷(André Bertin)与前Automated Dynamics团队(现为Trelleborg Sealing Solutions Albany)合作诞生,后者以数十年为Coexpair热固性及热塑性处理提供自动铺丝(AFP-automated fiber placement)沉积头及技术而闻名复合材料界。
Coexpair 联合首席执行官安托万·维耶塞 (Antoine Vierset )解释道:“我们几年前成立了Coexpair Dynamics,旨在为净型零件提供新的自动化解决方案。”新公司为航空、航天和国防行业提供AFP系统,包括AFP门架和机器人机,以及一系列紧凑型AFP头。
Coexpair Dynamics首席执行官让-菲利普·克雷潘(Jean-Philippe Crépin)表示:“我们的目标是推动高精度、高效复合材料铺设自动化,以实现商用和国防飞机原厂对大规模生产的需求。”
公司开发定制的AFP机器,针对特定客户应用,涉及高速生产,同时也可作为工程和研发合作伙伴,支持客户从零件设计到专用机械开发及低速率/初始生产。此外,Coexpair Dynamics通过其软件4.0套件提供集成数字环境,该套件包括用于生产数据采集和基于SCADA的集成的Floware,以及用于整个复合材料制造流程的过程监控、控制和可追溯性的Maestro。



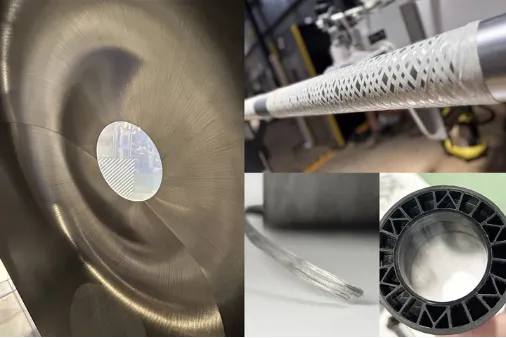
Coexpair Dynamics正在开发新的自动化解决方案,包括将预预料或干纤维的AFP与RTM或SQRTM系统(中)结合,以及采用原位整合的AFP系统(右下角)用于TPC结构。
除了支持传统热压罐固化的铺层外,Coexpair Dynamics还与Coexpair合作,将AFP与非热压罐(OOA-out-of-autoclave)固化解决方案集成,以提升高精度高性能复合结构的高效率生产自动化。维耶塞说:“我们现在正在建立首条全自动化概念验证线,包括将妊娠的AFP转化到SQRTM工具上,并自动搬运到气动RTM冲压机,随后进行压机封闭、树脂注入和固化。”“这两种复合材料制造工艺的整合构成了真正颠覆性的范式,旨在彻底革新航空航天和国防复合材料结构高度自动化和机器人化生产线的构想与设计方式。”
Coexpair Dynamics高级业务开发迪迪埃·格兰维尔(Didier Granville)补充道,公司还在AFP期间利用原位固结(ISC-in situ consolidation)开发热塑性复合材料。2025年6月, 宣布ESI-F35项目“与(ISC)合作高性能复合材料空气结构先进热塑性塑料制造”项目的里程碑:Coexpair Dynamics完成了为先进复合材料供应商Syensqo设计、开发和制造独特(TPC)AFP自动化设备的项目。
格兰维尔指出,该系统将航空航天热塑性复合材料(TPC)的加工速度提高了400%,开拓了新市场,并配备了由西门子(德国慕尼黑)参与开发的先进控制系统,用于自动化和过程控制的开发。
FACC领导TPC和RTM航空结构演示机
Langzauner(奥地利兰布雷希滕)展出了一架由一级航空结构供应商FACC(奥地利因克赖斯里德)和OEM巴西工业航空工业公司(巴西圣若泽多斯坎普斯)主导项目开发的TPC主结构示范机。机翼多梁的可动部分长度为3.2米,宽度从300毫米渐变为700毫米。3D蒙皮铺层和C型梁是利用荷兰奈弗达尔东丽(Toray)的Cetex TC122碳纤维/LMPAEK(Victrex)单向(UD)胶带直接安装在弹簧补偿铺层工具上制作的。这一目标由合作伙伴Coriolis Composites(法国奎文)完成,随后运往FACC进行热压罐固结。

Langzauner展出的热塑性复合材料多梁翼可动结构示范器。
组装采用FACC自研机器人感应焊接工艺完成。第一步,梁通过感应焊接焊接在上面外蒙皮上,然后将下面外蒙皮焊接到之前的子组件上。该系统配备了专利控制系统,可在加热和冷却过程中保持最佳温度和压力,同时对蒙皮施加压力—包括多个胶合板下落段—以及焊接过程中下方的C型肋的凸缘,实现完全熔焊接头。AFP工艺产生的废料被回收再利用,制成长纤维成型复合材料,用于Langzauner冲压机的后缘压成型。这台同样采用感应焊接,结构顶部和底部都封闭了。金属配件与紧固件集成,用于在真实载荷条件下进行全尺寸载荷测试时引入载荷。该项目在高速生产中展示了组装时间缩短40%,采购到飞行比率仅为1.1。

Hexcel展出的多梁襟副翼示范器
第二架演示机由赫氏(Hexcel-美国康涅狄格州斯坦福)在JEC展出,作为Clean Aviation超高性能翼(UP-Wing)项目(2023-2026)的一部分开发,适用于短程飞机(SMR,典型飞行距离为1,000-2,000海里,乘客150-250人),以实现比现有先进SMR飞机实现两位数百分比的燃油消耗减少。该项目的TRL 4成果与未来十年后半期服役飞机的计划相符。
这款多梁襟副翼采用多种技术制作,演示了正确材料和正确位置的使用方法:
下面后侧蒙皮采用Hexcel公司的M51基材树脂、非热压罐(OOA)单向预浸料制造,该预浸料以IM5-24K碳纤维为增强材料,并使用快速固化环氧树脂,固化周期为40分钟。
前缘使用Hexcel M21E基材树脂的热压罐固化预浸料,配HexTow IMA-12K碳纤维。
零件两端的封闭肋使用了HexForce G0926 HS-6K,375克/平方米的5束缎面面料,注入Hexcel RTM 6环氧树脂,采用FACC专利的MARI工艺。
主翼盒采用树脂转移成型(RTM)工艺,使用Hexcel快固化HF610F-2K(双组分)环氧树脂。预成型件由两种简单外皮以及使用Hexcel HiMax IM-12K干碳纤维+/- 45°和0°/90°无卷曲织物(NCF-noncrimp fabric)制成的C、L和Z长桁预成型件,并配有无纺纱以增强韧性。预成型件在RTM工具中组装,树脂在Hübers混合、计量、分配系统(MMD-mix, meter, dispense)中混合,集成部件在30分钟内注入和固化。
这些部件的最终组装采用机械紧固件完成,由于所有部件几何精度极高,无需垫片。
Isovolta新 vitrimer基的预浸料
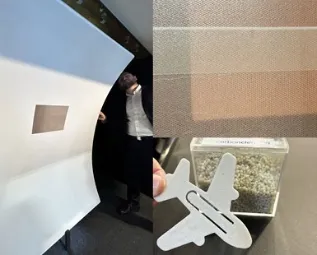
由Isovolta新型 vitrimer 预浸料(左)和蜂窝芯材制成的飞机内饰侧壁,在压机中直接成型后展现出优异的表面光洁度(右上)。Carbon Cleanup展示了其回收工艺(右下)。
Isovolta(奥地利维也纳新城)推出了其新型预浸料,该预浸料结合了其基于环氧树脂的新型维替默(vitrimer)与玻璃纤维、碳纤维、芳纶纤维或其他增强纤维。维替默是一种热固性聚合物,在加热时会发生交联,但随后可像热塑性塑料一样进行热成型和回收。
Isovolta展示了一款采用玻璃增强玻璃化的预产膜和蜂窝核心制成的飞机内侧壁演示机。Carbon Cleanup(奥地利特劳恩)利用机械工艺回收这些压制层压板,制成颗粒,送入桌面挤出3D打印机,制造出展会展示的飞机形状纸架演示器。碳清理创始人兼首席执行官约尔格·拉达尼奇(Jörg Radanitsch,)说:“在开发新材料时,从一开始就要考虑循环性。”“我们很高兴与Isovolta合作,展示我们用于回收这些材料的集装箱设备解决方案,同时他们与客户合作开发多种新应用。”
UniSQ在数字孪生、TPC、CMC等领域突破了边界。位于布里斯班西部的南昆士兰大学(澳大利亚图文巴)设有未来材料中心(CFM),专注于推动纤维增强聚合物和陶瓷复合材料的发展。该公司因与合作伙伴MEMKO(墨尔本)、达梭系统(法国韦利齐-维拉库布莱)和波音澳大利亚(墨尔本)合作,开发复合材料航空结构的端到端数字线索,加速和改进维修与制造,荣获JEC 2026年世界创新奖。该项目于2023年宣布,是澳大利亚iLAuNCH Trailblazer项目的一部分,旨在推动:
解读检查数据并将其嵌入数字孪生中
快速生成优化的、针对特定损伤的补丁设计方案
利用原位监测补片粘附工艺,包括RVmagnetics(斯洛伐克科希策)使用微线传感器。
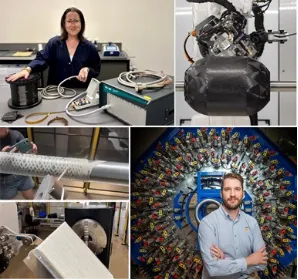
UniSQ在复合材料领域(左上角,顺时针方向)的工作包括:莫莉·霍尔(Molly Hall)推进用于过程监控和数字化的传感器研发;新型碳轴AFP(自动铺丝)头;特里斯坦·谢利(Tristan Shelley)站在径向编织机和OCMC预浸料带缠绕设备前。
制造也实现了数字化,包括通过达索系统3DEXPERIENCE工具实现的AI增强的线材绕线过程监控。数字线程会根据这些生产过程中的数据进行更新,支持对制造结构的设计分析以及未来的维修和寿命终止决策。
领导iLAuNCH资助的复合材料制造与维修数字化项目的特里斯坦·谢利(Tristan Shelley)博士和莫莉·哈尔(Molly Hall)博士均出席,介绍了他们在JEC World 2026 Mobility Planet展出的工作。但这只是CFM在复合材料领域所追求的众多努力之一。另一个项目由澳大利亚经济加速器点燃项目资助,特色是TPC。
作为一名曾在波音公司工作的工程师,哈尔是该技术的坚定支持者,同时也支持利用传感器调整过程控制,如上所述,改进数字孪生。工作包括利用Netzsch(德国塞尔布)介电传感器识别关键材料转变,如熔融和结晶。哈尔指出,这些传感器提供的数据和见解不仅对优化和高效处理至关重要,也对航空结构的认证至关重要。
团队还通过CFM参与DART复合材料平台(CMP)机体项目,致力于氧化陶瓷基复合材料(OCMC-oxide ceramic matrix composites)项目。在该项目中,团队正在验证利用丝体绕组为OCMC制造的自动化制造工艺,并进行设计和模拟分析此类组件在太空中的可重复使用性—例如,Hypersonix(澳大利亚布里斯班)正在开发的高超音速飞行器家族。CFM最近将来自Carbon Axis(法国佩里尼)的XPlace mk3 AFP头安装在其现有的MF Tech(法国魁旺)线材绕组单元中,实现传统热固性、热塑性及CMC结构的混合制造。
将AFP数据按位置映射以可视化实际制造的数字孪生
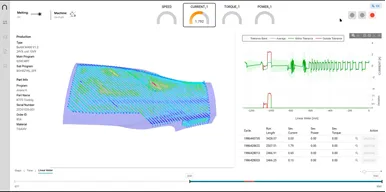
Nebumind(德国慕尼黑)开发了软件 “通过制造数据构建数字孪生,以追踪缺陷、比较制造零件、鉴定工艺、开发工艺公差窗口以监控过程等”。其联合创始人弗朗茨·恩格尔(Franz Engel)和卡罗琳·阿尔伯特(Caroline Albert)此前曾管理空客子公司InFactory Solutions。在2026年JEC World大会上,恩格尔讨论了该软件目前如何被用于改进AFP的流程和零件。
他解释说:“AFP会产生大量工艺和机床数据,但只有当这些数据直接与零件连接时,才会显现其真正的价值。我们的核心方法是将所有数据空间化,将每个数据点精确地分配到组件上的X-Y-Z位置。”对于机器人或数控AFP系统,这通过在高采样率高达1 kHz的采样率下跟踪纤维铺设点实现,即使在约1米/秒的工艺速度下,也能实现毫米级空间分辨率。恩格尔说:“这为分析制造过程提供了高质量、基于位置的数据基础。”
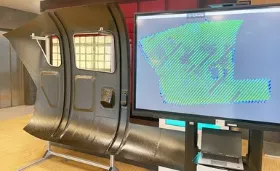
在奥格斯堡的工厂,弗劳恩霍夫IGCV展示了复合直升机机身面板与其nebumind数字孪生
他继续说:“与主要用于状态监测的传统时间序列方法不同,空间数据能够直接比较零件的实际制造情况。”工艺参数如铺设速度、压实力和温度,来自机器控制器和外部传感器,可以从零件的精确位置评估。“这使得制造商能够逐点比较各部件,强有力地反映工艺一致性和最终零件质量。”
然而,这一层次的分析需要所有数据流的精确同步,尤其是在高速AFP流程中。恩格尔解释道:“我们的nebumind软件通过细致的系统集成和同步策略确保所需的数据质量。”此外,nebumind与西门子等合作伙伴合作,确保无缝融入工业环境。“我们提供可靠的空间数据融合,实现先进的流程理解、监控和质量保证。”

中欧合作开发用于复合材料电动汽车电池外壳的AluCoat纤维
FibreCoat(德国亚琛)与Forward Engineering(慕尼黑)及零部件制造商Coleitec(中国杭州)合作,推出了一款采用AluCoat铝涂层玄武岩纤维的下一代电动汽车复合电池壳。AluCoat织造面料直接集成于复合材料外壳,无需额外加装金属箔、金属板或涂层,实现EMI屏蔽、被动冷却和增强防火性,同时减少工艺步骤、重量和碳足迹。ibreCoat 提供材料,Forward Engineering 促成了开发流程,Coleitec 则作为制造合作伙伴,采用其 HP-RTM 工艺与环氧树脂进行生产。
Forward Engineering管理合伙人乔治·凯斯迈尔(Georg Käsmeier)指出:“在塑料和复合材料中处理EMI屏蔽问题,需求强烈,”。“近年来,我们参与了多家OEM的电池壳体开发,轻量化EMI的需求一直未被满足。然而,FibreCoat的技术在技术纤维外增加功能层,是一种我们可以灵活使用多种方式的复合材料新方法。我们的产品设计工具箱现在更大了,我们可以看到许多其他应用领域,无论是太空、机器人还是其他行业,都可能受益。”
FibreCoat 首席执行官罗伯特·布吕尔(Robert Brüll)表示,这项技术还能节省成本。“与现有的金属涂层纤维或金属纤维相比,我们的成本是10到20倍,因为我们会在每片玻璃或玄武岩丝的生产速度下以每分钟1500到2000米的速度进行涂层。这也使得汽车、国防和航天领域能够快速扩展和大量生产,在这些领域既需要满足成本和速度压力,又能保持高性能。”
此外,对于该电池机箱,FibreCoat不仅是可直接使用方案,还省去了此类应用中此前所需的步骤。FibreCoat业务发展经理尼尔·萨夫拉(Neel Savla)解释道:“Coleitec无需对其配置做出任何更改,也无需添加任何额外步骤,将AluCoat织造材料集成到其HP-RTM工艺中。”“它还消除了原本下游用于连接金属箔或涂覆涂层所需的额外工艺。因此,它减少了电动汽车零部件的生产步骤和时间,从而实现了进一步的成本节约。”
在JEC展出的电池壳体从概念到完成原型不到6个月。

(从左到右)Forward Engineering的乔治·凯斯迈尔、FibreCoat的罗伯特·布鲁尔、Coleitec的魏斌和FibreCoat的尼尔·萨夫拉。
“这是全球供应链紧密合作,利用各合作伙伴优势的绝佳范例,”Coleitec的首席技术官魏斌(Bin Wei)说,Coleitec在过去三年中生产了60万个电池盒,订单积压超过一百万份。“我们专注于轻质复合材料技术,这种同步发展加速了此类创新技术的商业化。”
合作伙伴的下一步是完成电池壳的系统级测试。“随后我们将共同接触中国和欧洲的OEM制造商及供应链,”布鲁尔说。Coleitec正在向中国主要纤维生产商引入FibreCoat,而FibreCoat则在德国、波兰、捷克共和国和格鲁吉亚的工厂外,探索新的生产线。“我们在6年内建立了四个站点,能够提供完整的欧洲供应链,同时也能授权技术,并迅速在亚洲、美国或任何需要我们的产品的地方扩展。”
非晶TPC
在从事高性能热塑性塑料工作超过20年后,COREX Materials(台湾台中)技术与战略负责人皮埃尔·科特(Pierre Coat)观察到,采用TPC的障碍不仅与材料成本有关,还与制造复杂性有关。半晶聚合物如PEEK和PEKK需要严格的工艺控制和狭窄的热窗口,这在某些工业环境中限制了可扩展性。
科特表示,COREX的重点是将TPC视为一个系统,材料、工艺和应用共同开发。通过这种方法,非晶热塑性塑料具有明显优势:其稳定的加工行为消除了结晶限制,使制造更稳健且可重复。
“我们最初开发了基于聚碳酸酯(PC)的复合材料,以支持台湾强大的电子制造业,”科特说。随着应用扩展到体育用品和结构部件,公司将产品组合扩展到高性能聚合物,包括聚磺(PSU)、聚醚磺(PES)、聚醚酰亚胺(PEI)和聚苯磺(PPSU),每种聚合物在热阻、韧性和加工性方面均有不同的平衡。
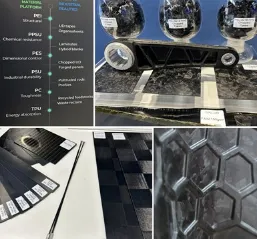
COREX Materials提供非晶TPC材料,以实现更经济、更简易的工艺
COREX开发多种复合材料产品形态,符合制造路线。这些包括用于连续增强的UD带、用于成型工艺的合并层压板和风琴板,以及实现平面内准各向同性行为和压缩成型设计灵活性的不连续“切碎UD”格式。此外,热塑性拉挤型材如杆材实现高度控制的连续几何形状。“通过结合这些形式,工程师可以设计出从一开始就整合性能、几何形状、制造性和多功能性的混合结构,” 科特指出。“材料只是方程式中的一部分。大多数挑战都出现在材料行为、工艺条件和零件设计之间的界面。我们的职责是在这一交叉点内工作。”
使用TPC处理无人机零件和钻头

螺旋桨叶片采用热成型泡沫芯夹层结构(左上角)和注塑成型,以及同样采用TAFNEX注塑成型的车体结构
三井化学(日本东京)采用TPC无人机螺旋桨叶片,采用其TAFNEX碳纤维增强聚丙烯(PP)材料制造的机体结构。其中两片叶片采用泡沫芯并热成型,另一片采用单向胶带和注塑成型技术,由奥地利政府资助的NeoBlade研究项目中包括Engel公司(奥地利施韦特堡)开发。同时,热塑性机体结构与白皮书一同发布,解释了将设计从热固性转移到热塑性塑料的开发方法。这份白皮书《数字工程与热塑性复合材料如何实现量产》由合作伙伴Simutence(德国卡尔斯鲁厄)共同编写。

由Anybrid采用TAFNEX和机器人覆模制造的钻头。
公司还展示了一款采用胶带绕制、通过注塑成型实现功能的钻头(德国德累斯顿)。该演示器是德国政府资助的Wi-In研究项目的一部分,该项目研究单一生产单元内两种生产工艺的整合。该项目还验证了此类结构可机械回收和重复使用,无需纤维-树脂分离。
复合材料液氢罐
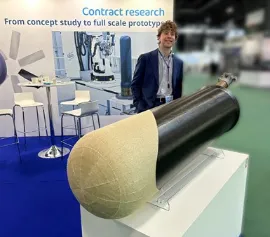
用于储存液氢(LH2)的复合材料罐,使用热塑性和热固性复合材料,并用Blueshift胶带覆盖部分保护以实现防火和热保护
荷兰皇家航空航天中心(NLR)展出了一枚小型1.4米×390毫米复合材料液氢(LH2)罐与荷兰奈维达尔的东丽(Toray Advanced Composites)及荷兰LH2的另外12家合作伙伴共同开发复合材料水箱联盟。该罐包括一个TPC内罐和一个热固性复合材料外罐,通过真空和多层绝缘(MLI-multilayer insulation)分隔。
内筒采用145 gsm Toray Cetex TC1225 UD预浸胶带,由Torayca T700G碳纤维和Victrex(英国Clevelys)的LMPAEK聚合物组成,外筒则使用Toray TC346增强环氧UD预浸胶带,采用Torayca T700S碳纤维制成。展览中,坦克还部分覆盖了Blueshift(美国马萨诸塞州斯宾塞)AZ-FTB 300 撕贴胶带。在服役期间,满罐将覆盖火焰防护,以在超过1000°C的持续高温下保持结构完整性和功能性能。
91%复合材料组件还集成了光纤传感器、3D打印不锈钢适配器,并可容纳净5公斤LH2.该系统将于2026年第二季度在NLR进行测试。
Cetim(法国南特)也展出了LH2技术复合材料罐,特别是为无衬垫V型复合坦克开发的1米TPC穹顶示范器,该项目由空客协调的STOHYC项目。法国项目的其他合作伙伴包括Hexcel、Loiretech、Onera和MF Tech。

用于V型无衬垫复合材料的碳纤维/PEKK圆顶罐体采用“切割阶梯”铺设和激光辅助胶带安装,减少过多材料和孔隙度,同时实现高品质的内饰表面处理
该圆顶采用Cetim的Spide TP激光辅助胶带铺放(LATP)系统,采用创新的“切割阶梯”铺设方式,适用于高曲面,采用碳纤维/PEKK胶带。该方案有助于减少传统胶带绕制或AFP工艺中常见的缺陷,包括空洞和过度重叠,这些缺陷可能因低温热应力引发基体裂纹。Cetim先进材料与零部件经理克莱芒·卡伦(Clément Callens)解释道:“经典的线丝绕组会导致穹顶过厚。”“相反,我们采用LATP工艺和现场固结,在穹顶上实现必要的安装角度,以避免任何孔隙。我们开发的仿真工具对于优化纤维路径也起到了关键作用。”
Cetim 认为,通过精确定制纤维路径,这种方法提升了材料质量、圆顶密封性和结构完整性,从而实现更轻的全复合低温罐,而热塑性聚合物则有助于实现可回收性和工业规模化。Cetim还开发了适应低温环境的键合过程,并在极端条件下得到了验证。
原文,《JEC 2026 highlights: AFP-RTM integration, new vitrimer prepreg, mapping AFP data, metal coated fiber in battery cases and more》2026.4.21
杨超凡
声明:本公众号发布的文章,仅用于复合材料专业知识和市场资讯的交流与分享,不用于任何商业目的。任何个人或组织若对文章版权或其内容的真实性、准确性存有疑义,请第一时间联系我们。我们将及时进行处理。
近期会议
▶第 13 届复合材料“新材料・新工艺・新装备” 产业化发展论坛暨2026复合材料装备工艺及技术展览会
▶2026国际无人机应用及防控大会|第七届中国国际无人机及无人系统博览会

▶2027JEC WORLD参展跟团・展位预订

▶2026北京国际风能大会暨展览会
▶第29届中国国际复合材料工业技术展览会
▶免费电子刊物 点击查看
▶免费发布求购信息
点个关注再走,是对小编最大的支持与鼓励。复材网每天更新复材行业热点新闻、国内外复材行业动态、企业信息、国内外展会资讯等,欢迎您的关注!联系电话:400 9692 921

复材行业新闻视频
尽在复材网抖音号
复材网始建于2001年,
致力于复合材料行业,
深耕复材企业品牌宣传25周年,
现已成长为线上线下全方位、多层次、综合性媒体服务平台,
为了顺应时代变化需求,
更为深入、精准,
完善地做好宣传服务。





























扫码关注
欢迎投稿·预定广告
18653463667(微信同号)
