
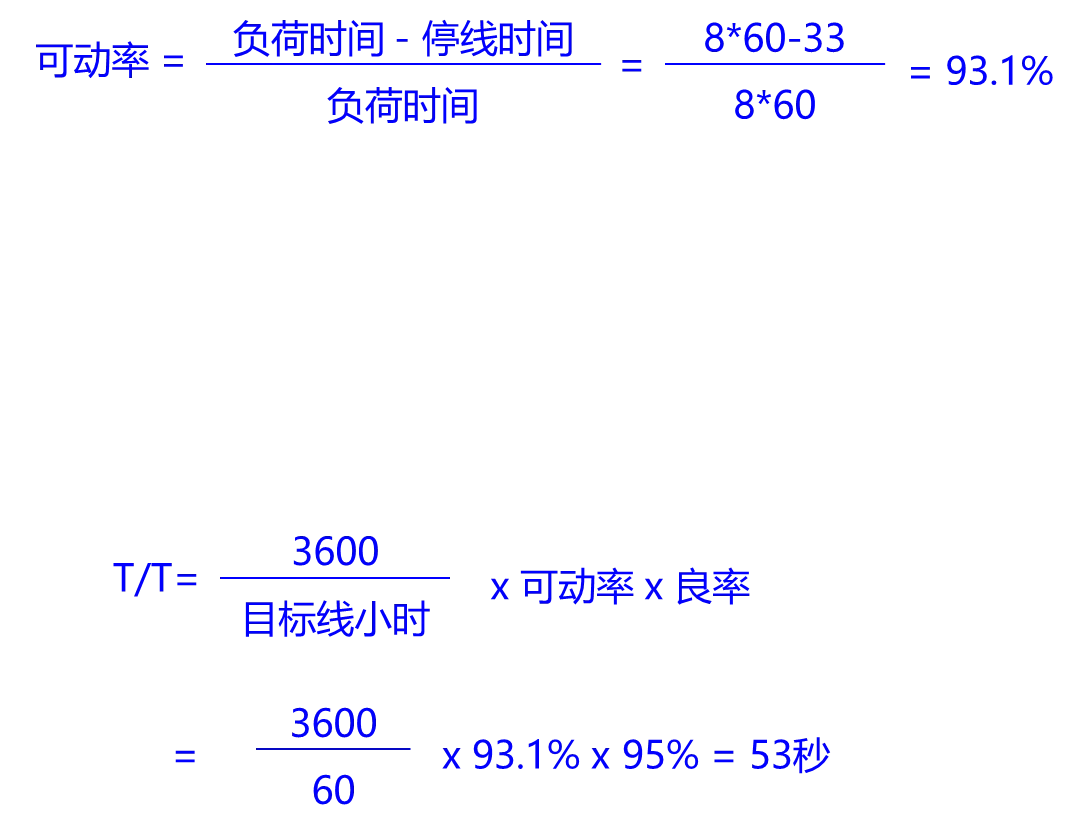
•T/T的计算方法:
(1)计算C4 ESG LINE的可动率,已知生产时间为8小时,短暂停引起的停机时间和休息停机时间共计0.55小时,因此
(2)本条线设定线小时目标以60台/小时(即60UPH)为例,计算这条线的需求T/T(节拍时间)则为(这条线的平均良率为95%):
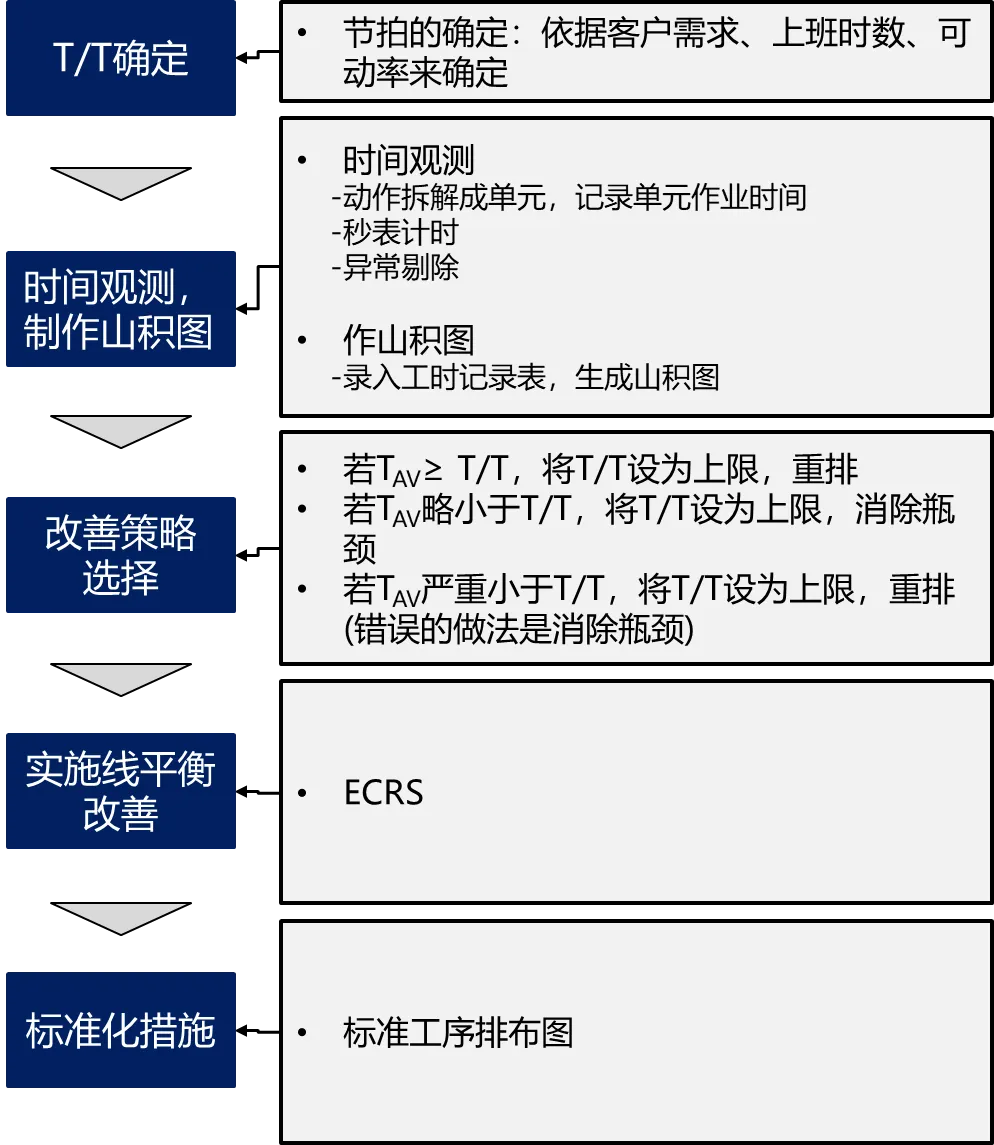
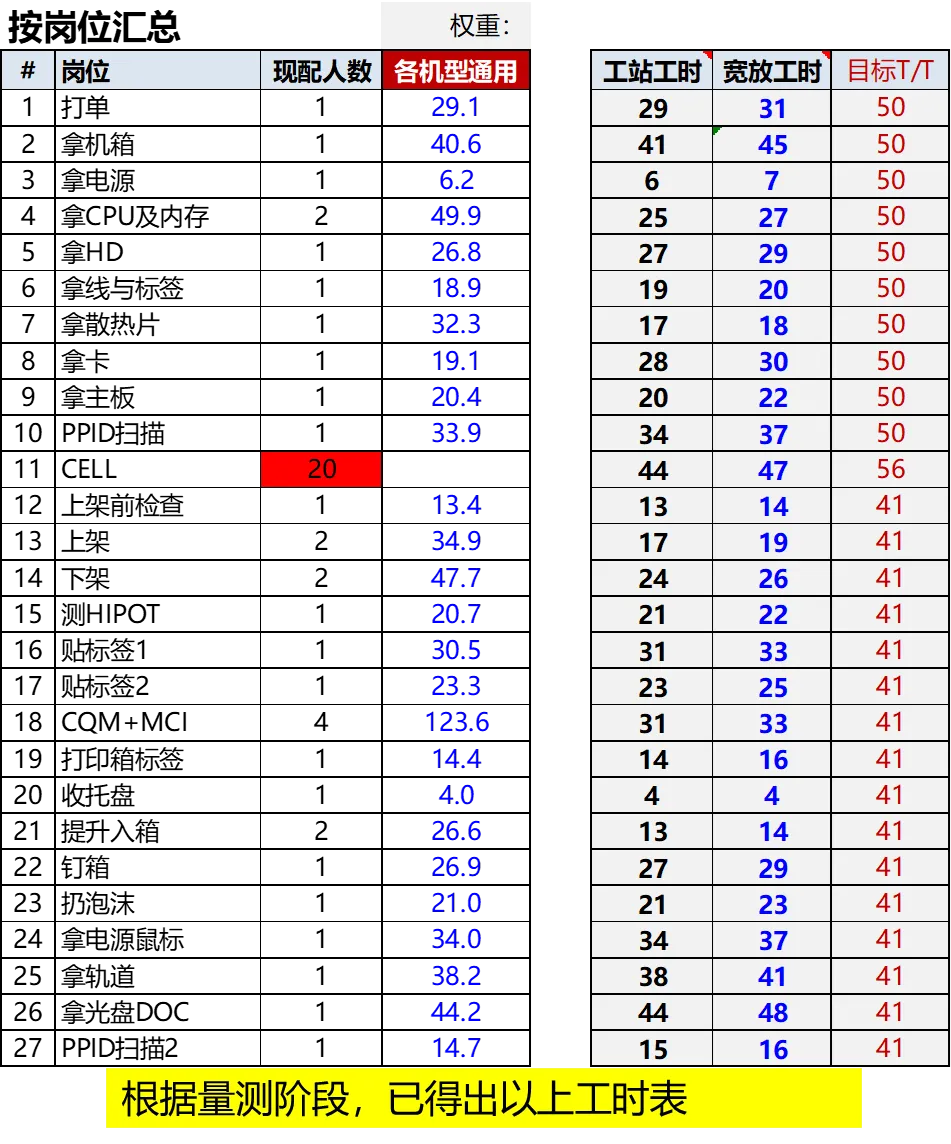
步骤2:时间观测,制作山积图
①时间观测表:通过全线各个岗位的时间观测,得出各岗位标准工时及人员配置表(以C4 ESG LINE 60UPH为例)
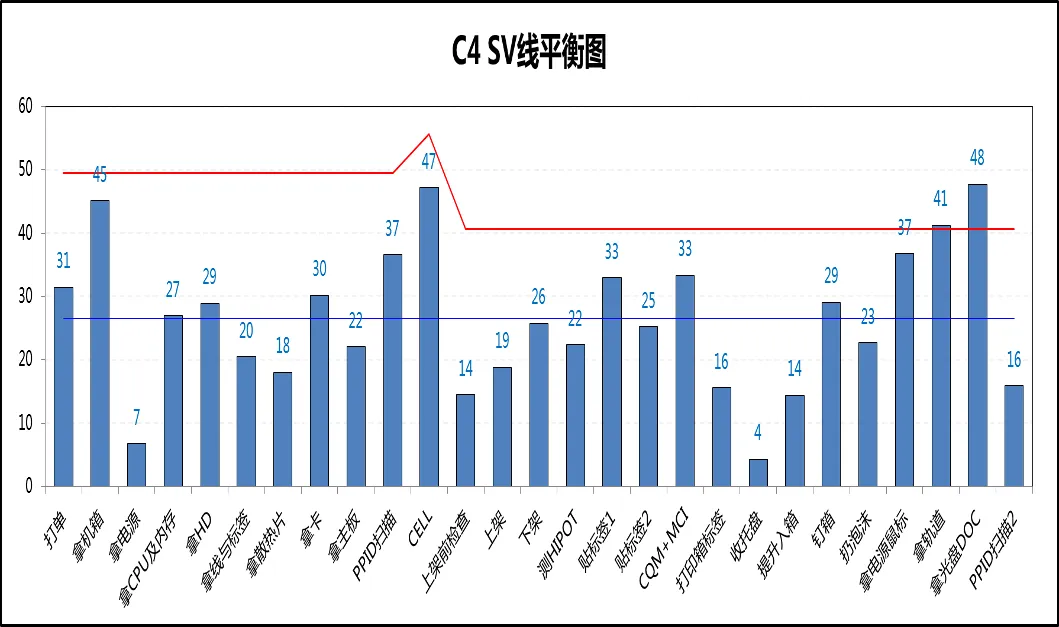
②生成山积图:通过分析山积图及相关的数据你就能制订出线平衡的策略(以C4 ESG LINE 60UPH为例)
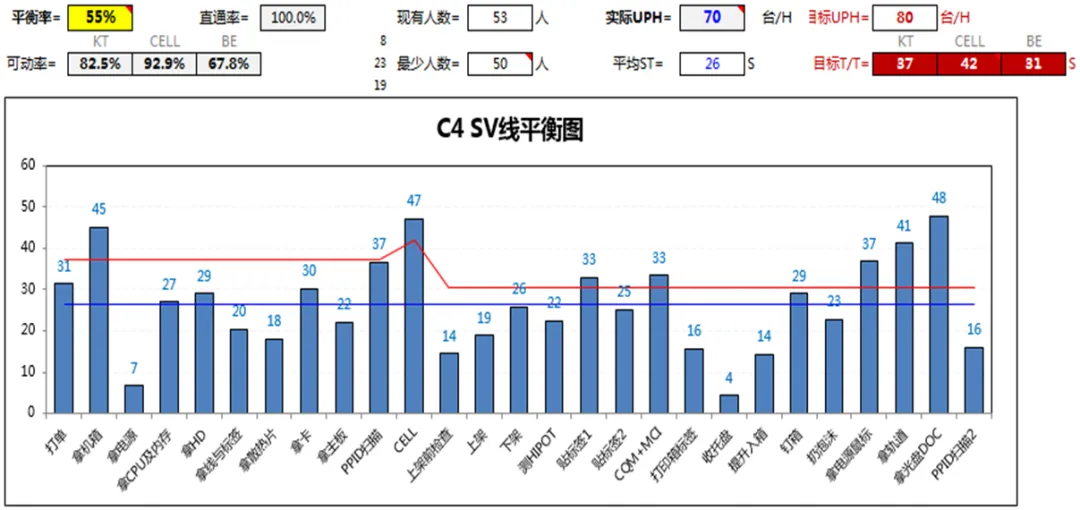
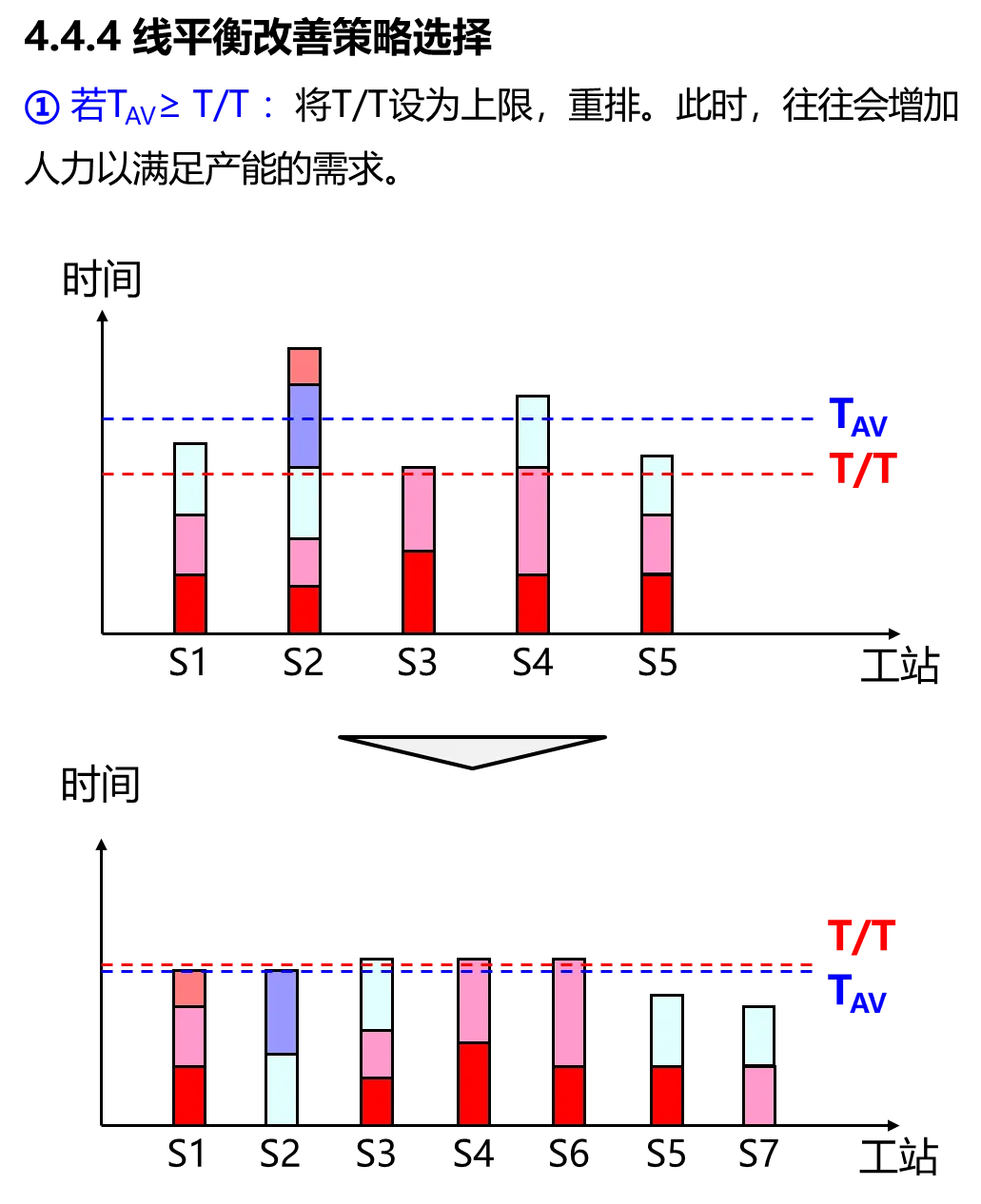
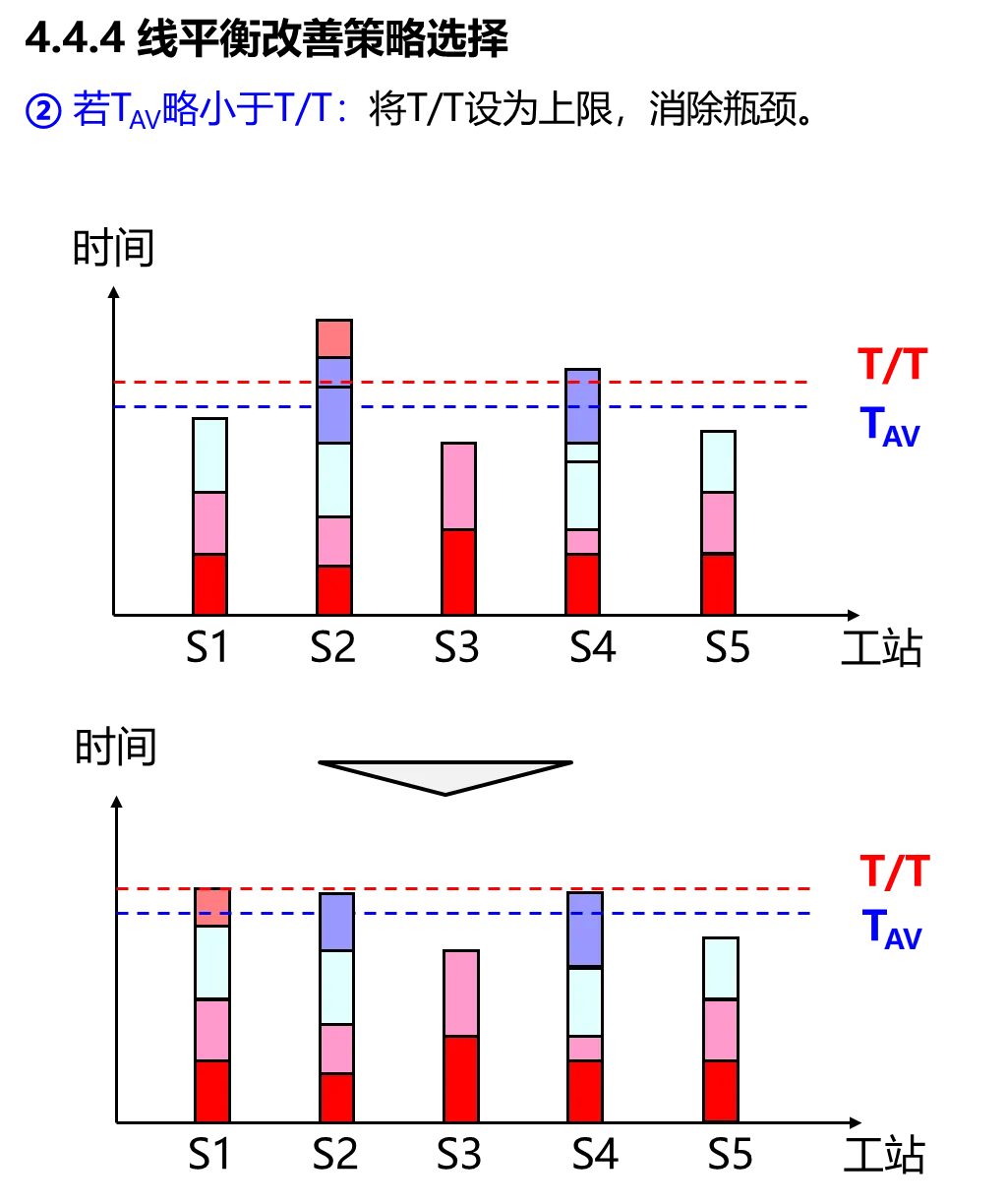
线平衡改善策略选择
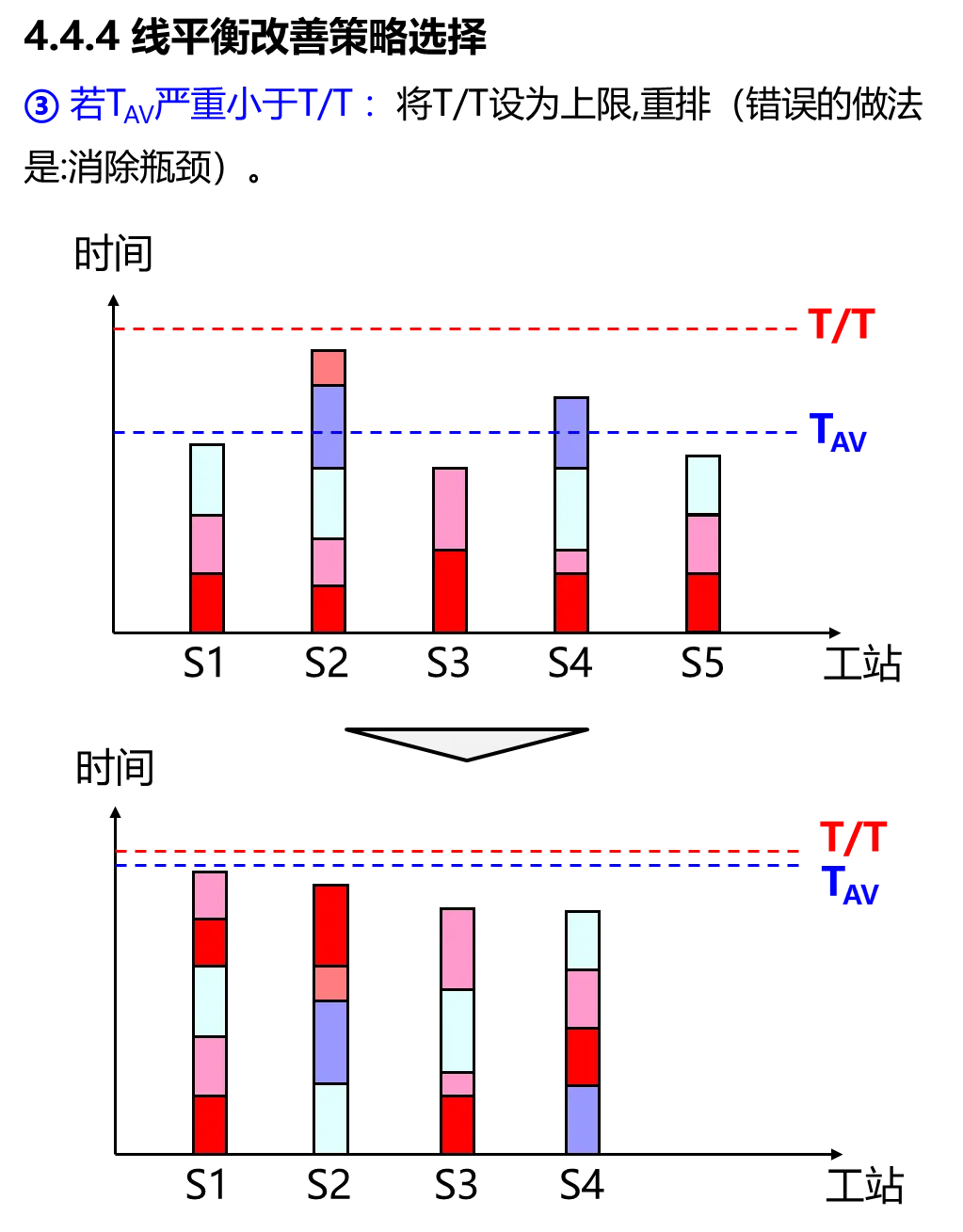
根据观测的实际结果,TAV远小于T/T,说明平均工时远小于目标工时,说明岗位负荷度不足。另外也存在岗位瓶颈。因此改善策略既要解决岗位瓶颈,又要对岗位进行重排( T/T设为上限),提高岗位负荷度。
指导思想:
分析改善机会应对流程进行分析,采用四大原则和五
大内容,通过5W1H系统地分析流程组成的合理性和
必要性。
“ECRS”四大原则:
取消(Eliminate); “完成了什么?是否必要?为什么?”
合并(Combine); “谁完成?何时完成?哪里?如何?”
重排(Rearrange); 取消?合并?重排
简化(Simplify); 确认必要?简单方法/设备?
五大内容:
工艺流程分析—取消/合并/重排工序,减少浪费
搬运分析—考虑重量、距离、方法、工具、路线
检验分析—按产品要求设计合理站点和方法
贮存分析—使物料及时供应
等待分析—减少和消除引起等待的因素
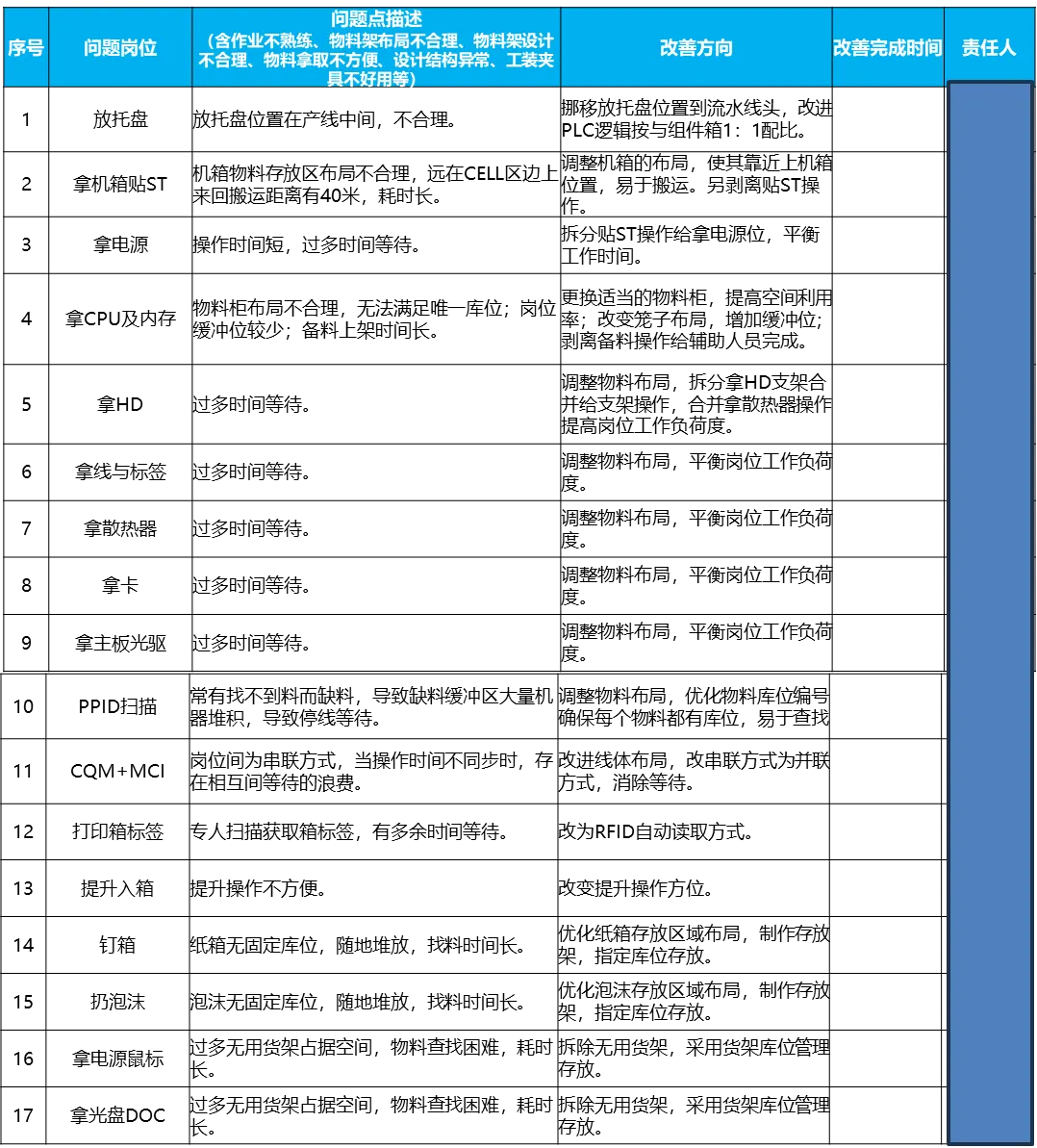
另外,需要对员工提出的改善提案的建议和问题进行梳理,在进行全线线平衡改善中纳入员工的建议和问题,一并解决。
基于现状分析,KT主要由于库位空间不足导致物料无固定存储库位而产生大量的找料停机等待。BE后线则由于OBA布局不合理导致等待浪费,及物料货架摆放不合理而导致找料停机等待。
改善实施
为了优化KITTING区域的物料布局和库容状况,需要对KITTING区域的物料做P-Q分析(即Product产品 – Quantity数量分析),找出物料耗用规律。本条线以FY16Q1数据为参考。物料的原始数据,可由MH提供,需进行透视表分类提取。
物料数据汇总如下:

基于以上的物料分析,结合岗位工时数据,对物料进行重新分配和布局设计,既要物料分类区域清晰,又应满足岗位工作时间小于T/T节拍时间,并且各岗位工作平衡最优化。因此在物料摆放中,应考虑占比80%的常用料放置在靠近产线边上,易于拿取,提高效率。
改善实施略
联系我们
希望获取专业意见,了解提升企业改善效率,请与我们联系!13922518167(微信同号)


#东莞管理咨询#常州管理咨询
