
在当前砂石骨料、固废利用及化工原料制备等行业,越来越多用户希望简化工艺流程,实现“大块原料直接细碎至1毫米成品”的生产目标。传统多级破碎系统不仅设备繁多、占地庞大,还存在能耗高、过粉碎严重、粒形差等问题。而四辊破碎机凭借其独特的四级辊组结构和间隙调节能力,成为实现“进料90mm → 出料1mm”真正意义上一次成型的理想解决方案。那么,这样一条生产线该如何科学配置?
一、为什么四辊破碎机能实现一次成型?
四辊破碎机内部设有两对平行布置的辊子:上部一对通常为齿辊,用于粗碎;下部一对多为光辊或微齿辊,负责精碎。物料首先进入上辊,在咬合与剪切作用下被初步破碎至20–30毫米;随后落入下辊,在高压挤压下进一步细化。关键的是,通过调节下辊之间的间隙(最小可调至0.5毫米),能够控制最终出料粒度,稳定产出1毫米以下的成品。

这种结构设计使四辊破碎机具备高达60:1的破碎比,远超普通双辊破碎机。同时,其挤压破碎方式产生的颗粒呈立方体状,针片状含量低,非常适合对骨料品质要求较高的商品混凝土、干混砂浆等应用场景。更重要的是,整个过程无高速冲击,过粉碎率低,石粉含量可控,避免了资源浪费和后续筛分负担。

二、选对机型是成功的关键前提
要处理90毫米的进料并稳定产出1毫米成品,选用大型、高刚性、带液压保护的四辊破碎机。小型机型如4PG0806PT等,其允许进料通常不超过40毫米,强行投喂90毫米块料易导致卡机、辊面崩裂甚至主轴变形。

选择Φ1200系列及以上规格,例如4PG1212PT(Y)、4PG1216PT(Y)或4PG1218PT(Y)。这类设备辊径达到1200毫米,完全可容纳90毫米进料;同时配备75–132千瓦大功率电机,确保在高负荷下持续稳定运行。更重要的是,这些型号普遍支持液压退让系统——当金属异物意外混入时,系统能自动感应压力异常,瞬间驱动辊组后退排障,并在障碍清除后自动复位,全程无需停机,大大提升连续作业能力。

三、辊面组合决定破碎效率与成品质量
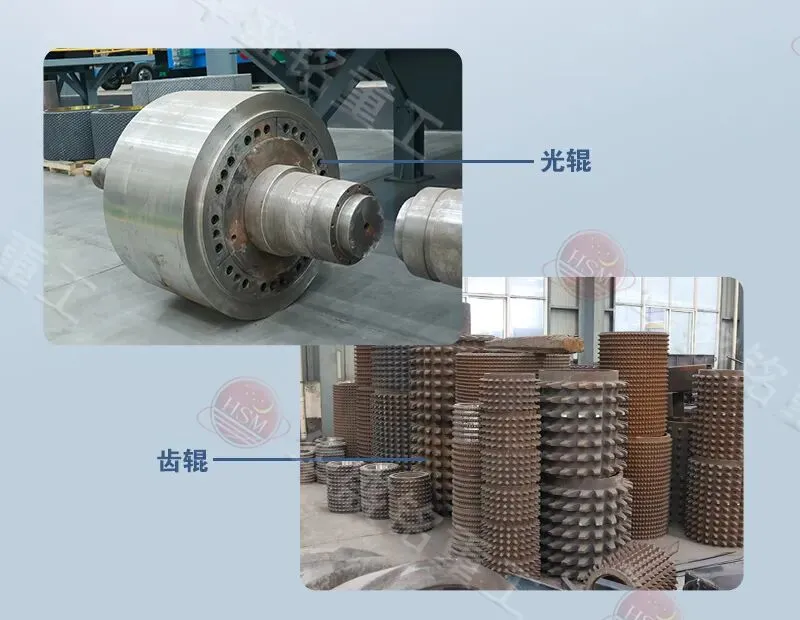
合理的辊面配置是实现一次成型的核心。建议采用“上齿下光”组合:上辊使用狼牙齿或鹰嘴齿结构,增强对大块物料的抓取力和劈裂效果;下辊则采用高精度光辊,表面经过磨削处理,粗糙度低,确保在挤压过程中粒度均匀、无二次破碎。
此外,辊皮材质也至关重要。对于石灰石、煤矸石、建筑垃圾等中硬物料,推荐使用高铬锰钢耐磨合金辊皮,其表面硬度可达HRC58–62,耐磨性比普通高锰钢提升30%以上,使用寿命长达1–3年,大幅降低更换频率和停机损失。
四、配套系统保障整线效率高的运行
一台高性能四辊破碎机只是核心,完整的生产线还需合理配套:
给料环节:采用振动给料机,确保物料均匀、连续进入破碎腔,避免冲击载荷。部分给料机还可集成预筛功能,提前分离细粉,减轻主机负担。
筛分环节:破碎后的混合料需通过直线振动筛进行分级,分离出0–1mm、1–3mm等不同规格产品,满足多样化市场需求。

输送与除尘:封闭式皮带输送系统连接各设备,减少扬尘;同时配置脉冲袋式除尘器,确保粉尘排放符合环保标准。
智能控制(可选):加装PLC控制系统和变频器,可实时监测电流、温度、辊缝等参数,并根据来料量自动调节转速,实现节能10%–15%。
五、适用场景与经济效益
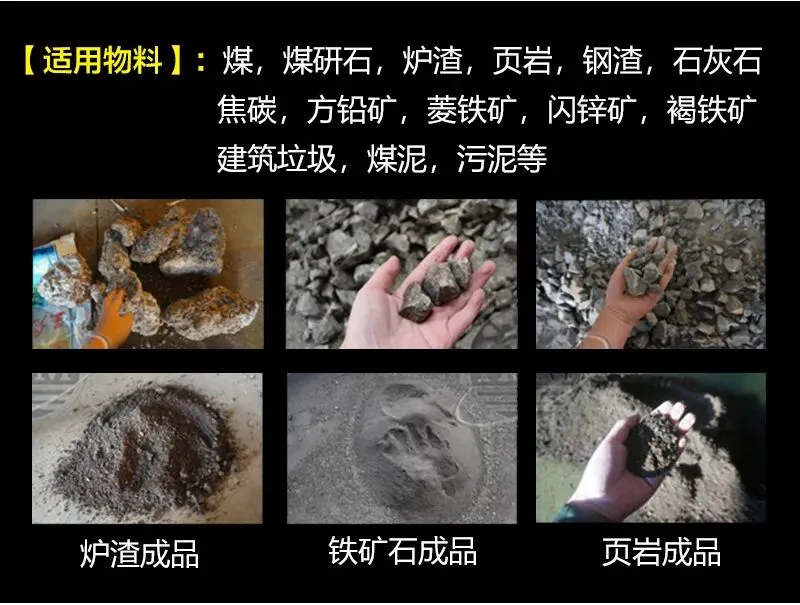
该配置特别适用于石灰石、泥岩、煤矸石、砖混建筑垃圾等抗压强度低于200兆帕的中硬物料。以年产60万吨机制砂项目为例,采用四辊一次成型工艺,相比传统颚破+反击破+制砂机三级流程,可节省投资约25%,吨电耗降低30%以上,同时减少1名操作人员,年综合运营成本可下降80–100万元。

从90毫米进料到1毫米出料的一次成型,并非技术噱头,而是四辊破碎机在特定工况下的真实能力体现。关键在于选对大型液压机型、优化辊面组合、完善辅助系统。对于追求效率高、节能、低维护的现代生产企业而言,这是一条值得优先考虑的绿色升级路径。

