
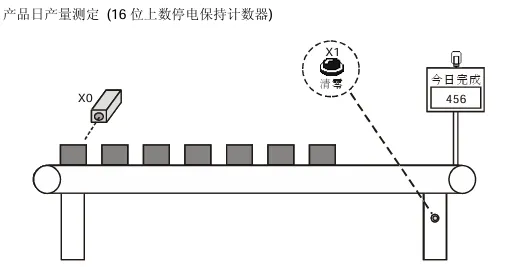
这是一个典型的台达 DVP 系列 PLC 生产线日产量计数应用案例,核心是利用停电保持计数器实现断电续计、超量提醒、手动清零功能,下面为你做完整拆解与优化说明。
一、项目需求与元件定义
1. 控制要求
2. 元件说明

二、原控制程序解读
1. 梯形图逻辑
- 计数回路
:X0 每 ON 一次(检测到 1 个产品),C120 计数 + 1,预设值 K500 表示计数到 500 次时计数器动作。 - 报警回路
:C120 计数达到 500 后,触点闭合,Y0 输出点亮指示灯。 - 清零回路
:X1 按下时,执行 RST 指令,将 C120 的当前值清零、触点复位。
2. 程序说明补充
- 停电保持特性
:C120 属于台达 PLC 的停电保持计数器,断电后当前值不会丢失,上电后继续计数,完美满足生产线断电续计需求。 - 计数器型号适配
:不同台达 PLC 系列的停电保持计数器编号不同: ES/EX/SS 系列:C112~C127 SA/SX/SC 系列:C96~C199 EH 系列:C100~C199本案例 C120 适用于 ES/EX/SS 系列,其他系列需对应调整编号。
三、程序优化与实用改进
原程序可实现基础功能,但工业现场使用需补充以下优化,提升稳定性与实用性:
1. 传感器防抖处理
光电传感器易受粉尘、震动干扰产生误触发,需在 X0 回路增加滤波 / 防抖:
方法 1:在 X0 后串联 10~20ms 的定时器,过滤误信号 方法 2:使用 PLC 的输入滤波功能(台达 PLC 可在软件中设置 X0 的滤波时间)
2. 清零按钮防误操作
避免误碰清零按钮导致产量丢失,可增加双重确认:
方案 1:X1 改为长按下 3 秒才执行清零 方案 2:增加一个使能开关,仅开关闭合时 X1 清零才生效
3. 产量显示与数据记录
可将 C120 的当前值通过 HMI(触摸屏)实时显示,替代原示意图中的数码管 可增加每日零点自动清零功能(结合 PLC 时钟指令),无需人工操作
4. 超量提醒扩展
除 Y0 指示灯外,可增加蜂鸣器报警、HMI 弹窗提醒 可设置多级提醒(如 400 台预警、500 台完成提醒)
四、常见问题与排查

五、拓展应用
该方案可直接拓展为:
- 多工位产量统计
:用多个停电保持计数器分别统计不同工位产量 - 班产量统计
:结合时钟指令,实现早 / 中 / 晚三班自动清零与统计 - MES 系统对接
:将 C120 的产量数据通过 PLC 通讯上传至工厂 MES 系统,实现生产数据实时监控
