
1. 废气综合治理
硫化过程产生的含硫废气(H₂S、SO₂、CS₂)和VOCs可采用三级处理工艺:
喷淋吸收:碱液洗涤去除酸性气体

生物滴滤:填料塔中微生物降解有机物
RTO焚烧:850℃以上高温氧化,热回收率≥95%

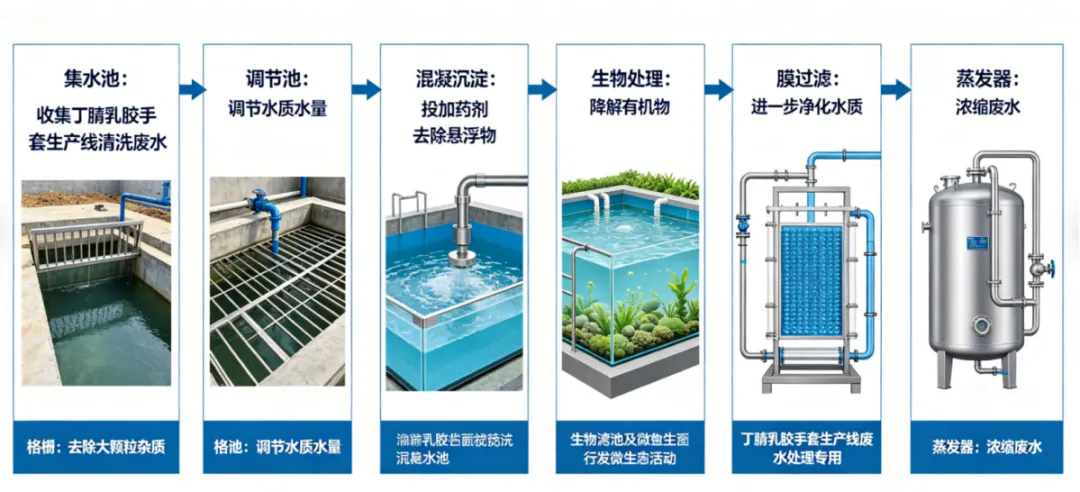
2. 废水回用与零排放
生产线废水主要来自沥滤、清洗和氯洗工序,COD约800-1500mg/L,含锌离子(来自氧化锌)和表面活性剂。


已关注
关注
重播 分享 赞
推荐零排放工艺:
预处理:格栅+调节池+混凝气浮(去除90%悬浮物)

膜浓缩:UF超滤+RO反渗透,产水回用于冷却塔和清洗
蒸发结晶:MVR机械蒸汽再压缩,提取硫酸钠结晶盐


3. 节能降耗措施
烘箱余热回收:排气通过气-气换热器预热新鲜空气,节省燃气20-30%
变频驱动:传输链条、风机、泵类全部配置变频器

低温硫化:开发高效促进剂体系,硫化温度从150℃降至120℃,节能15%
凝固剂回收:甲醇通过蒸馏塔循环使用,减少95%溶剂消耗




4. 绿色原料与生物基丁腈
行业趋势是开发生物基丁腈乳胶,利用非食用玉米或甘蔗乙醇制备生物基丁二烯,可降低碳足迹40%以上。

同时推广无硫硫化体系(过氧化物或金属氧化物交联),消除亚硝胺致癌风险。

