
第一时间获取精彩技术分享
一、先明确:人防门柔性生产的核心目标
切换防护密闭门 / 密闭门 / 悬板活门等不同门型 切换不同防护等级、尺寸(宽 / 高)、厚度 MES 自动匹配对应切割、折弯、焊接、涂装、铆接工艺参数 自动下发给 PLC,设备自动加载,无需人工手动输入参数 联动 WMS/AGV 自动配送对应物料,实现全流程柔性
二、整体技术架构(柔性生产核心指挥链)
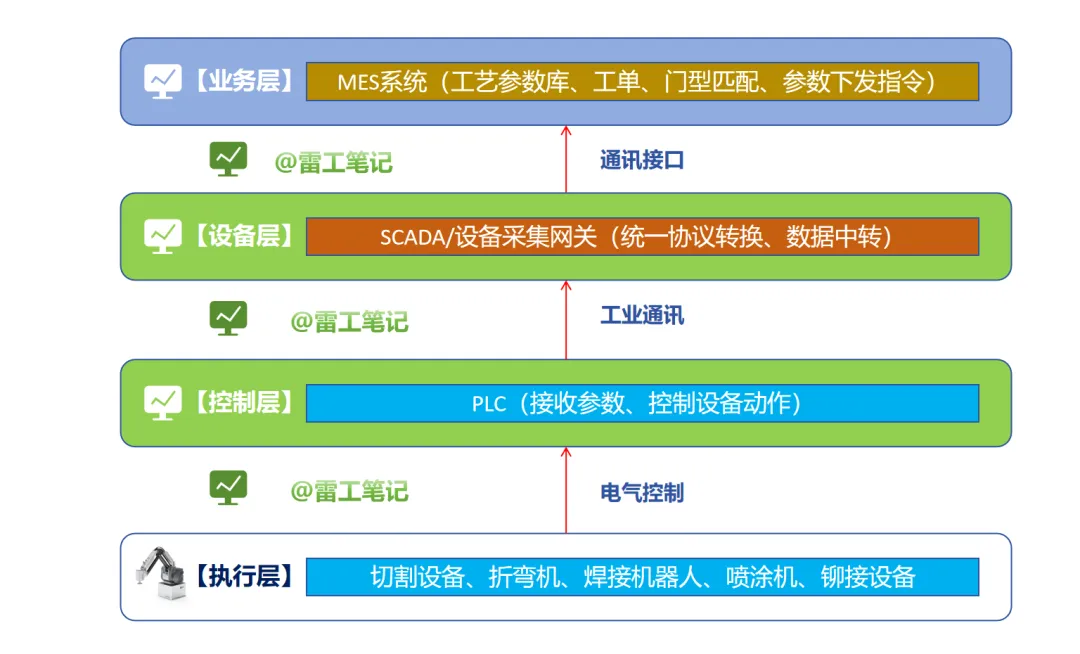
核心规则
MES 是唯一的工艺参数数据源(所有门型参数统一存在 MES) PLC 只负责执行,不存储工艺配方(避免参数混乱) 换型 = 工单切换,MES 自动触发全流程参数下发 参数必须留存(人防行业强制验收追溯)
三、柔性生产核心实现方案(3 步落地)
第一步:在 MES 中搭建「工艺参数库」(柔性生产根基)
参数库分类(人防门全工序覆盖)
工序 | 设备 | 下发给 PLC 的核心工艺参数(示例) |
|---|---|---|
下料切割 | 火焰 / 等离子切割机 | 切割速度、火焰功率、板材厚度、切割路径、引弧参数 |
折弯 | 数控折弯机 | 折弯角度、折弯力、模具编号、折弯步数、尺寸补偿 |
焊接 | 焊接机器人 | 焊接电流 / 电压、行走速度、焊丝规格、焊接轨迹、焊缝层数 |
抛丸 | 抛丸机 | 抛丸时间、叶轮转速、弹丸流量 |
涂装 | 喷涂机器人 | 喷涂流量、喷枪压力、行走速度、漆膜厚度、固化温度 |
拼装铆接 | 铆接设备 | 铆接力、行程、紧固扭矩 |
2. 参数库绑定规则(MES 后台配置)
3. 参数版本管理
第二步:工单触发 → MES 自动匹配参数 → 下发 PLC(核心流程)
柔性生产全流程(极简版)
关键:异常兜底
参数下发失败 → MES 弹窗告警 参数错误 → PLC 拒绝执行,回传异常 换型未完成 → 禁止 AGV 送料、禁止投料
第三步:设备执行 + 参数采集追溯(人防验收必备)
生产过程中,PLC实时回传实际运行参数给 MES MES 将「配方参数 + 实际执行参数」绑定到产品追溯链 竣工验收时,可直接导出:门型→工艺参数→设备执行数据 满足人防工程全流程可追溯的强制要求
四、MES ↔ PLC 通讯方案(工业标准,稳定可靠)
通用性最强:兼容所有品牌 PLC(西门子、三菱、欧姆龙、基恩士) 安全性高:支持加密、权限校验 双向通讯:MES 下发参数 ←→ PLC 回传状态 支持批量参数下发,适合人防门重型设备
Socket TCP/IP Modbus TCP
核心通讯点位(必须定义)
MES→PLC:配方编号、工艺参数、启动指令、换型指令 PLC→MES:设备状态、参数接收状态、故障代码、实际运行参数
五、柔性生产 + WMS + AGV 全链路联动(真正智能)
六、MES 端「柔性生产」UI 界面设计
1. 工艺参数库配置页(管理员用)
功能:新增 / 编辑 / 删除工艺配方,按门型绑定参数 字段:配方编号、门型、防护等级、尺寸、工序、设备编号、参数列表 操作:导出、版本管理、生效 / 禁用
2. 设备参数下发页(工位 / 调度用)
布局:工单信息 + 当前参数 + 下发按钮 + 设备状态 核心显示: 当前工单:防护密闭门 5000×2200 乙级 匹配配方:HF-YJ-5022-HJ 下发状态:✅ 下发成功 / ⚠️ 下发中 / ❌ 下发失败 设备状态:就绪 / 运行 / 故障 按钮:【一键下发参数】【重新下发】【查看参数】
3. 生产换型确认页(操作工用)
七、人防门行业专属柔性生产适配要点
1、参数强合规
2、重型设备适配
3、混线生产支持
4、追溯闭环
5、权限管控
八、落地实施步骤(可直接按这个推进项目)
梳理所有门型工艺参数(下料 / 折弯 / 焊接 / 涂装),形成 Excel 清单 在 MES 搭建工艺参数库,配置匹配规则 对接 SCADA/PLC,调试 OPC UA 通讯 单工序测试:下发参数→PLC 接收→设备执行 全工序联调:工单切换→自动换型→物流联动 现场试运行:混线生产不同门型,验证稳定性 正式上线
九、一句话总结(核心记忆点)
基于 MES 工艺参数库的一键自动换型,换型时间缩短 80% MES-PLC 双向通讯,参数自动下发、无人工干预 多品种人防门混线柔性生产,适配定制化订单 工艺参数全留存,满足人防工程验收追溯要求 与 WMS/AGV 联动,实现物流 + 设备双柔性 
