
在工厂车间待久了,总能听到这样的抱怨:
产线马上要投产,关键物料没到岗,全线停工等料,工人闲得慌,产能白白浪费;
转头申请多备点料、囤点货,又被老板一口回绝,甚至还要被要求严控库存、加快清呆滞。
很多一线员工想不通:
多备点料就能避免停工,明明花不了多少钱,老板怎么就是不肯松口?
为什么那些运营顺畅、效益好的优秀工厂,从来不会盲目备料、大量囤货,生产却依旧稳而有序?
答案其实很扎心:
盲目备料从来不是保生产,而是埋隐患;
优秀工厂不瞎囤货,不是不备料,而是会做精准采购预测。

老板宁愿花力气清库存、盘活积压物料,也不愿超额备料,
不是抠门,不是为难一线,而是看透了盲目备料的致命隐患,也懂精准预测的降本底气。
今天就从工厂经营、精益生产的角度,把背后的逻辑讲透,看完就懂:
真正厉害的工厂,从来不靠囤料保生产,而是靠预测控全局。
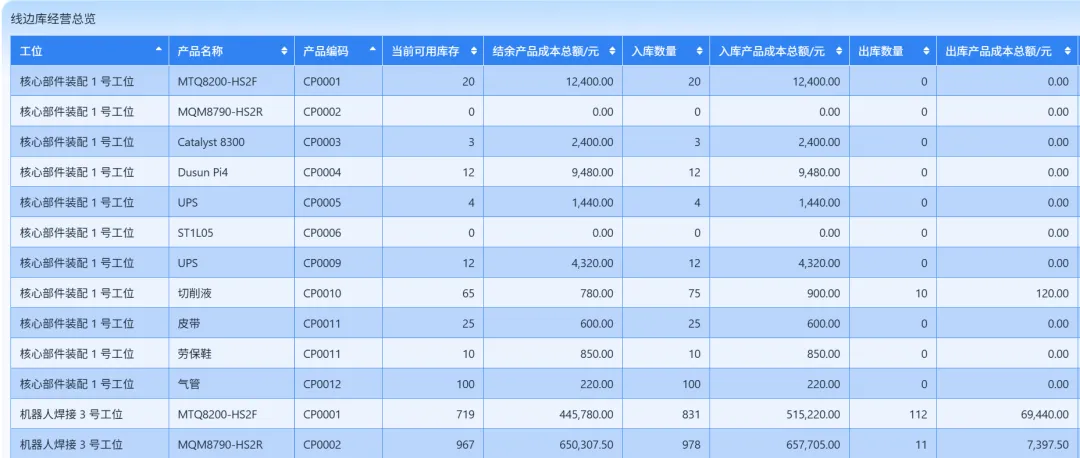
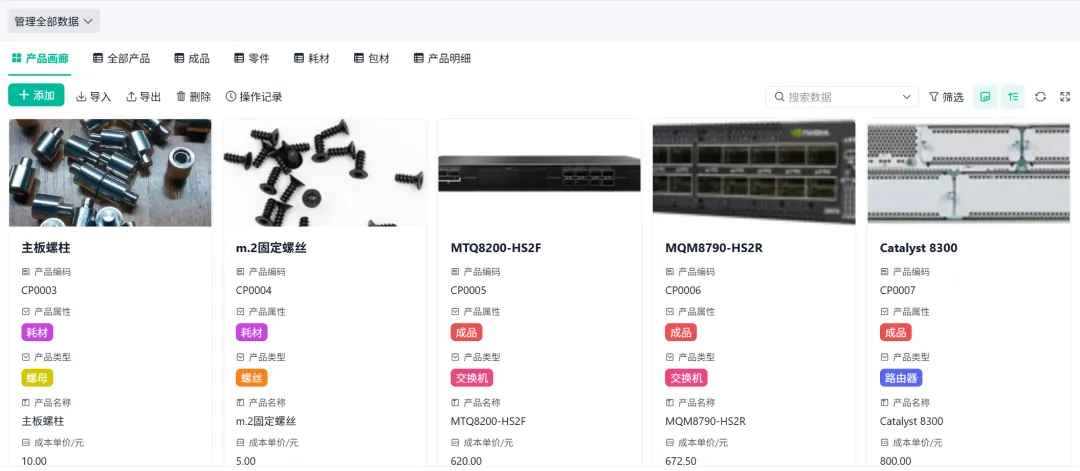
文中提到的生产管理系统模板可直接领取:
【https://s.fanruan.com/5hx06】
一、先算明白:盲目备料,备的是成本不是保障
基层看备料,只看眼前能不能用上、会不会停工;
老板和工厂管理者看备料,看的是全链路成本、资金周转和生存风险。
看似多囤一批原材料、零部件,只是占用一点仓库空间,
可背后的隐性成本,远比临时缺料的短期损失大得多。
首先,备料备的是被锁死的现金流。
工厂的命门从来不是账面利润,而是流动资金。
钱花出去买了料,躺在仓库里就成了死钱,
没法周转、没法应急,员工工资、设备维保、供应商货款、水电开支,每一笔都要现金兜底。
多备10万的料,就少了10万活钱,
一旦遇到订单回款慢、市场波动,资金链立刻承压,小问题也能拖成大危机。
优秀工厂严控备货,就是把资金用在刀刃上,不把活命钱压在闲置库存上。

其次,库存是精益生产里的头号浪费。
做精益生产的都知道,过量库存是必须消除的浪费。
物料囤放要占仓储空间,产生租金成本;
要专人盘点、看管、防潮防锈,产生人工管理成本;
很多原料、零部件有保质期和损耗期,放久了生锈、变质、过期,直接变成废品;
长期积压的物料,还会产生资金利息成本,看似不起眼,日积月累就是一笔巨款。
最后,市场一变,囤的料全是亏损。
市场需求从来不是一成不变的,客户临时改单、产品迭代换款、工艺升级调整,都是常态。
为了以防万一囤的料,很可能下一批订单就用不上,
最后只能折价处理、甚至报废,全变成实打实的亏损。
临时缺料顶多耽误几天产能,盲目囤料却可能让工厂赔掉本钱,
这笔账,优秀的工厂管理者比谁都算得清。
二、优秀工厂的底气:不靠囤料,靠采购预测
不盲目备料,不等于不备料、不等于放任产线停工。
普通工厂靠多囤货保生产,优秀工厂靠精准预测控节奏,
这也是两者最核心的差距。
所谓采购预测,不是凭空猜需求,
而是结合生产排期、订单量、历史耗料数据、供应商供货周期、市场波动情况,
精准算出未来一段时间的用料需求,定量、定时做采购规划,
让物料在正确的时间到厂,不多不少、不早不晚,实现到厂即上线,用完即补货。
做好采购预测,工厂能同时解决两大痛点:
既不会因为缺料导致停工,也不会因为过量备货造成库存积压,
完美平衡生产保障和成本管控,这也是精益采购的核心。

反观很多中小工厂,没有采购预测的意识,全靠经验主义:
上个月用得多,这个月就多囤点;
怕缺料挨骂,索性多报需求、超额采购;
完全不看生产计划、不看供货周期,采购全靠拍脑袋,
最后要么库存堆成山,要么频繁缺料停工,陷入恶性循环。
优秀工厂早跳出了这个怪圈,
把采购预测做成固定流程,用数据代替直觉,用计划代替盲目,
这就是他们敢严控备货、还能稳产增效的核心原因。
三、做好生产用料采购预测,抓住这3个核心
1.锚定生产排期,以产定需是基础
所有采购预测的源头,都是精准的生产排期,脱离排期的预测全是空谈。
优秀工厂会提前锁定周/月生产计划,明确投产批次、产品型号、产量目标、投产时间,
对照产品BOM清单,核算每一款物料的标准耗用量,再加上合理的生产损耗,
算出基础需求总量,杜绝无依据的报需、采购。
简单说:生产计划定得准,用料需求算得清,预测就不会偏。
2.盯紧供货周期,倒推下单时间不踩坑
预测不只是算用量,还要算时间,卡准供应商供货周期,是避免缺料的关键。
提前梳理每类物料的供货周期:常规原料3天到、定制件7天到、稀缺物料15天到,
以产线投产时间为终点,倒推采购下单时间,
确保物料刚好在投产前到岗,既不提前积压,也不延后耽误生产。
同时做好供应商管理,锁定稳定供货渠道,预留应急备选,应对临时波动。

3.结合历史数据+动态调整,拒绝一成不变
精准预测,要靠历史数据打底,也要灵活动态调整。
调取近36个月的实际耗料数据、库存周转数据,剔除异常损耗,总结耗料规律;
同时结合订单变化、市场淡旺季、原料价格波动,适度微调预测数据,
不搞一刀切,也不随意加码,只保留合理的安全库存,应对小范围突发情况。
不用复杂表格,用简单的看板做好数据同步,生产、采购、仓库三方信息对齐,
需求透明、进度透明,全程可控不混乱。

四、别再误解:严控备料,是对工厂和员工负责
很多员工觉得,老板不肯多备料,就是舍不得花钱、不顾一线难处,
这种想法恰恰错了。
优秀工厂严控库存、不盲目备料,反而能走得更稳:
资金周转快,工厂抗风险能力强,不会轻易因为库存积压陷入危机;
成本管控到位,利润空间足,员工薪资、福利、岗位才能更稳定;
生产节奏顺畅,不用反复处理呆滞料、不用疲于应对紧急采购,车间管理更有序。
而盲目备料的工厂,看似一时省心,
后期被库存拖累、被资金套牢,最后连正常生产都难以为继,
受影响的,还是整个团队和每一位员工。
老板宁愿花精力清库存,也不愿多备料,
本质是摒弃短视的省事思维,追求长期的稳健经营,
这不是小气,而是管理者的责任。
五、写在最后
判断一家工厂好不好,别看它仓库里囤了多少料,
要看它会不会做采购预测,能不能把生产和采购拿捏得恰到好处。
真正的精益生产,从来不是有备无患就好,而是不多不少、精准适配;
真正的稳健经营,从来不是靠囤料规避风险,而是靠预测掌控全局。
不盲目备料,不是不作为,而是懂经营;
做好采购预测,才能让生产不停工、库存不积压、资金不被套。
往后做生产采购,别再想着多囤点更保险,
学会用预测代替盲目,用计划代替随性,
工厂才能降本增效、走得长远,这也是优秀工厂的共同共识。
