
在制造业内卷的当下,很多壁挂炉企业都陷入了 “设备越买越多,产能却不见涨” 的怪圈:车间动线混乱、工序衔接卡顿、换线耗时久,明明硬件到位,效率却始终上不去。其实,制约产能的核心往往不是设备,而是生产线体的布局与选型—— 从线体类型到排布方式,每一个细节都决定了生产的流畅度与空间利用率。今天,我们就从线体选型到布局定位,拆解壁挂炉生产线布局优化的完整逻辑,让车间从 “拥挤杂乱” 变身 “高效柔性”,看完就能落地。
一、先选对 “线”:不同线体,适配不同生产场景
线体选型是布局优化的第一步,选对了能让效率翻倍,选错了则会处处受限。针对壁挂炉生产的不同环节,我们可以根据产品特性与需求,选择最适配的线体类型:
倍速链线:最适合壁挂炉核心组装环节。它的优势在于产品无需取下,可在线停下作业,能精准匹配装配节拍,让工人在固定工位完成操作,避免无效搬运。不过它控制复杂、造价偏高,更适合大批量核心机型的标准化组装,是实现稳定节拍的首选。
皮带线:轻便又经济,控制简单、造价低廉,适合线材加工等轻型产品作业。但需要频繁取放产品,承重有限,更适合前置的轻量工序,比如零部件预处理、小件装配等场景。
链板线与托盘线:主打 “重型承载”,能稳稳托住商用壁挂炉这类大体积、大重量产品,适合总装环节。不过它们的作业需要在行进中完成,无法像倍速链线那样定点操作,更适合对节拍精度要求稍低的重型产品总装。
滚筒线:长距离运输的 “好手”,适合成品包装段的物料流转,能高效完成半成品到成品区的输送。但它运行噪音大、易磨损,更适合后端的物流环节,而非核心装配。
精益管线:柔性生产的 “万金油”,拆装方便、造价最低,无动力设计让它能灵活调整工位布局。面对小批量、多品种的订单时,它能快速切换生产模式,是应对个性化需求的最佳选择。


二、再布好 “局”:两种布局,平衡空间与效率
选好线体后,如何排布决定了车间的空间利用率与产能密度。针对壁挂炉总装线,目前主流有两种布局方式,各有优劣,可根据车间面积与产能需求灵活选择:
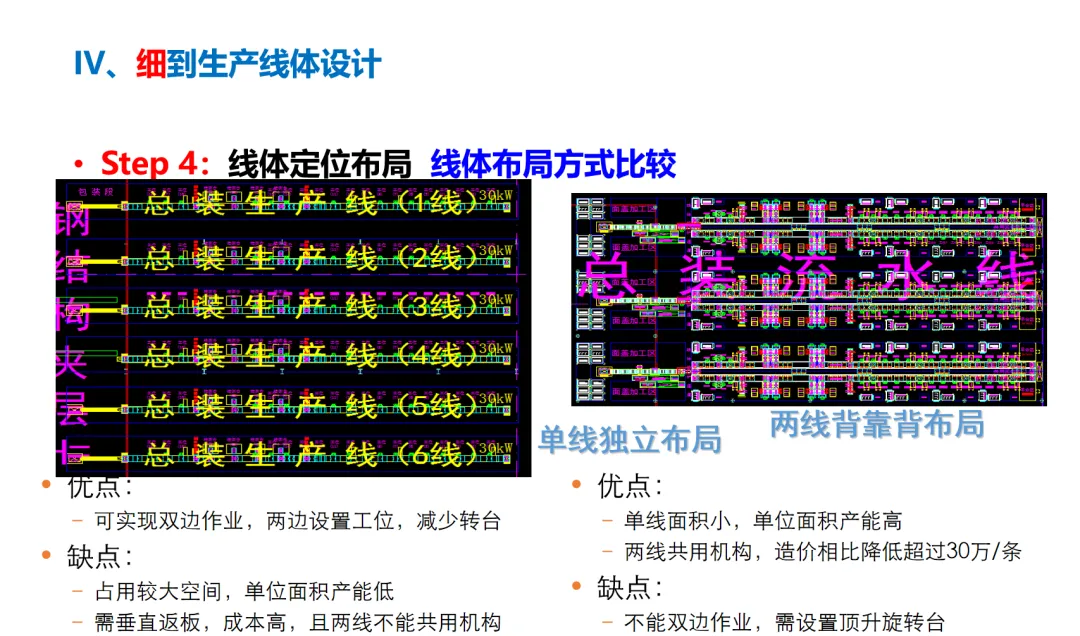
1. 单线独立布局:双边作业,流畅优先
这种布局将每条生产线独立排布,可实现双边作业—— 生产线两侧都设置工位,工人面对面操作,减少产品转台次数,让装配流程更顺畅。
优势:操作空间充足,工人动线清晰,适合对作业流畅度要求高的场景,尤其适配倍速链线的定点作业模式。
短板:占用空间大,单位面积产能偏低,且需要垂直返板,设备成本更高,两条线也无法共用机构,会增加整体投入。
2. 两线背靠背布局:空间集约,成本更优
这种布局将两条生产线背靠背排布,共享中间的机构与设备,是 “降本增效” 的典型方案。
优势:单线占地面积小,单位面积产能能显著提升;两线共用顶升、返板等机构,单条线造价可降低 30 万以上,大幅压缩硬件成本。
短板:无法实现双边作业,需要额外设置顶升旋转台来完成产品转向,工序衔接稍显复杂,更适合空间紧张、对成本敏感的车间。
三、优化落地:从选型到布局,实现产能与柔性的双赢
结合壁挂炉 “核心机型大批量、定制机型小批量” 的产品特点,我们可以将线体选型与布局优化结合,打造一套高效又灵活的生产体系:
核心机型用 “倍速链线 + 背靠背布局”:针对占产能 70% 以上的主流机型,采用倍速链线保证装配节拍稳定,搭配背靠背布局压缩空间、降低成本,既能满足旺季大批量生产需求,又能最大化利用车间面积。
定制机型用 “精益管线 + 独立布局”:针对小批量个性化订单,用精益管线快速搭建柔性生产单元,独立布局避免干扰主线,可随时切换机型,换线时间缩短 60% 以上,兼顾规模效率与定制需求。
物流段用 “滚筒线 + 链式衔接”:在包装与成品区用滚筒线完成长距离运输,与前端装配线无缝衔接,减少物料搬运耗时,让整个生产流程从 “零件入厂” 到 “成品出库” 一气呵成。
结语:布局优化,是制造业的 “隐形产能”
很多企业总把产能瓶颈归咎于设备不足,却忽视了线体与布局的价值 —— 同样的设备、同样的人力,优化后的生产线能让空间利用率提升 30%,产能提升 25%,换线效率提升 50%。从线体选型的 “精准适配” 到布局定位的 “空间集约”,本质是用精细化设计,让每一寸车间空间都发挥最大价值,让每一道工序都流畅衔接。
在中国制造向 “中国智造” 转型的今天,生产线体的优化早已不是 “挪设备” 的表面功夫,而是企业降本增效、应对市场变化的核心竞争力。选对一条线,布好一个局,就能让产能翻倍、成本下降,在激烈的市场竞争中站稳脚跟。

加入知识星球获取更多工业工程专业知识,加入到工业工程知识星球99元,你可以获得众多模板和课件

微信号:13717195315
顾问实战常用的表格、模板、教材
持续更新中
