
在制造业内卷加剧的当下,很多壁挂炉企业都面临一个痛点:车间拥挤杂乱、工序衔接卡顿、淡旺季产能失衡,明明投入了更多设备和人力,年产目标却始终难以突破。其实,制约产能的核心不是硬件不足,而是。
今天,我们就以年产30万台壁挂炉的生产线为例,拆解布局优化的完整逻辑——从产品结构出发,打破传统布局的瓶颈,让车间空间利用率、生产效率双提升,轻松实现产能目标与柔性生产的双重突破,看完直接可落地!
一、布局优化前提:先搞懂2个核心,避免盲目调整
布局优化不是“挪设备、摆工位”的表面功夫,而是基于数据的精准规划,核心要抓住2个关键,避免做无用功。
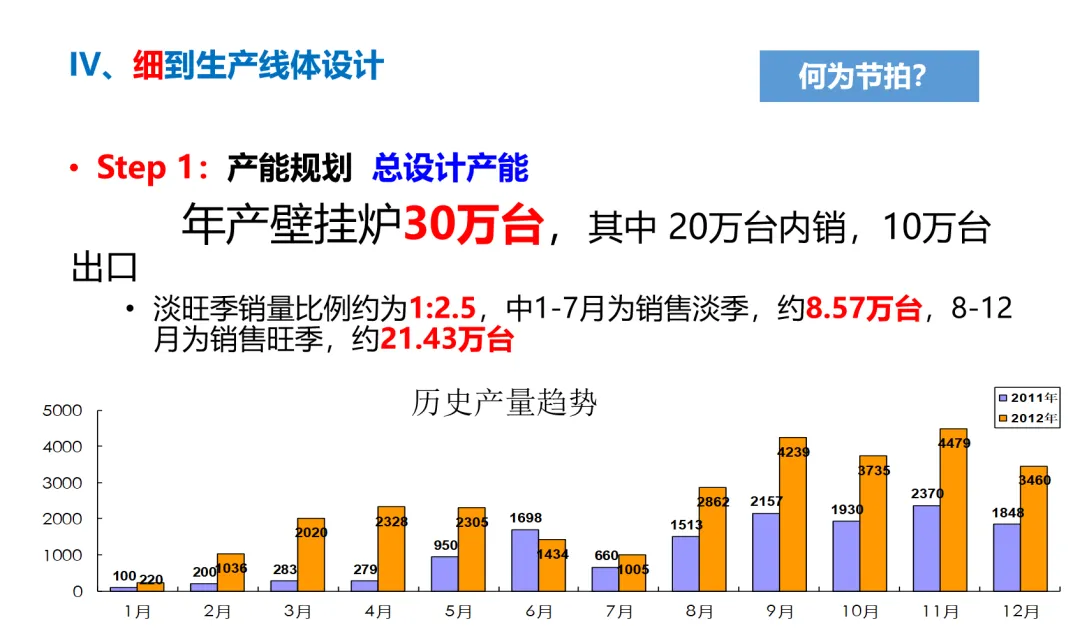
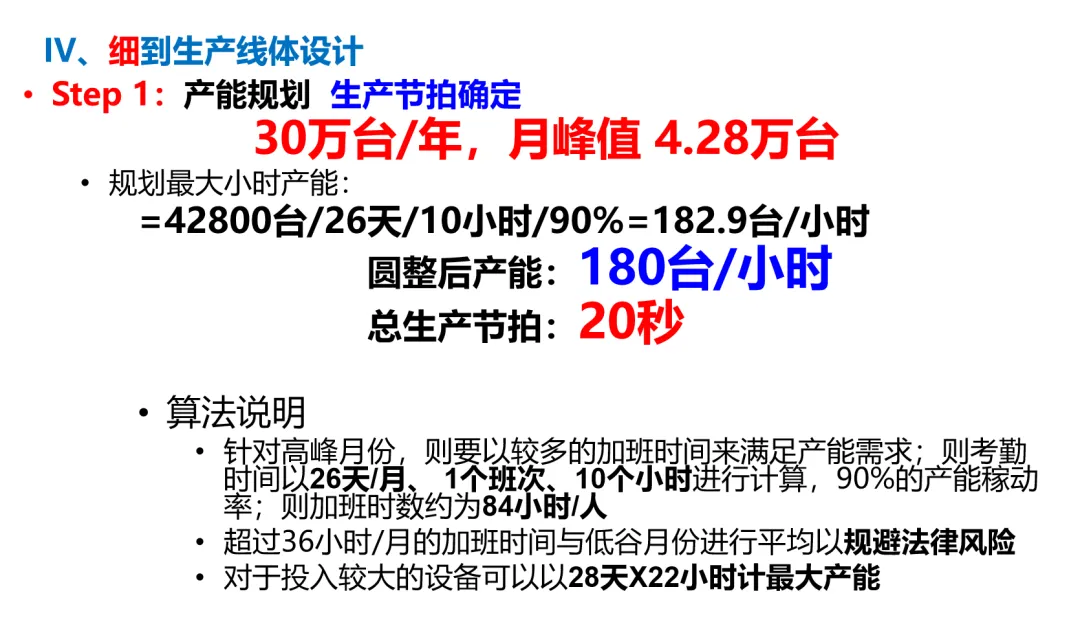
首先是。结合年产30万台(20万台内销、10万台出口)的目标,以及淡旺季1:2.5的销量差异,我们先确定核心节拍——旺季峰值月产能4.28万台,按26天/月、10小时/天、90%稼动率计算,锁定180台/小时的小时产能,对应20秒/台的总节拍,布局优化所有动作都围绕这个节拍展开。
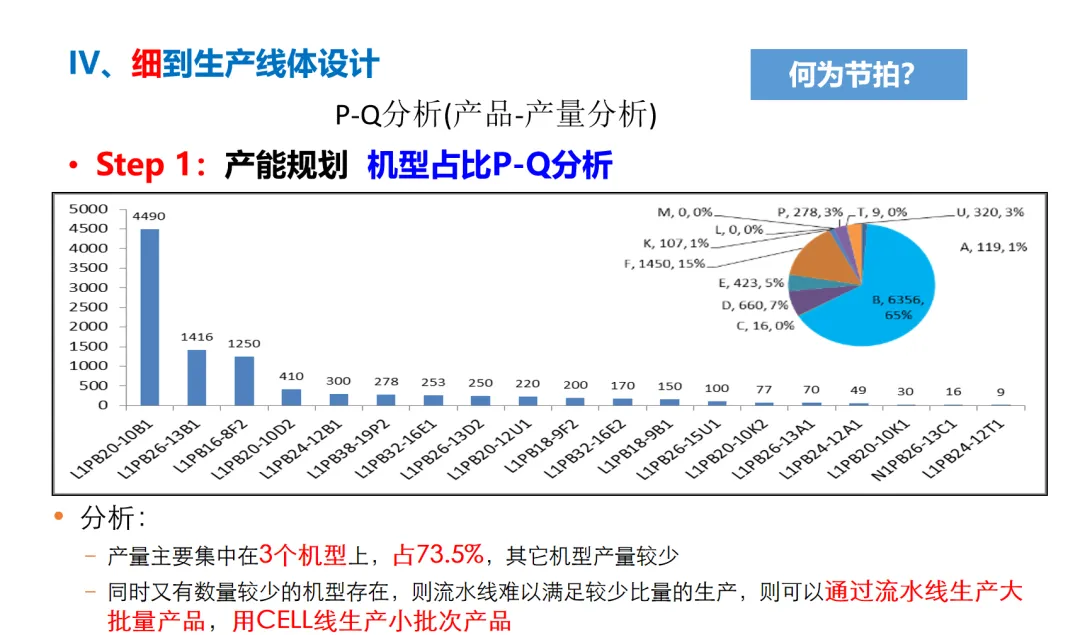
其次是。通过P-Q分析发现,3个核心机型占总产能的73.5%,其余为小批量多品种机型。传统单一流水线布局,要么无法兼顾多品种生产,要么换线耗时久、效率低,这也是布局优化的核心突破口。
二、核心优化:“流水线+CELL线”混合布局,兼顾效率与柔性
针对“大批量核心机型+小批量个性化机型”的产品特点,我们摒弃传统单一布局,采用“流水线+CELL线”混合布局,实现空间利用与生产效率的最优解。
一方面,。将3个主流机型的生产工序,按“装配—检测—包装”的流程,线性排布生产线,减少工序间的物料搬运距离。每个工位严格匹配20秒/台的节拍,合理规划物料摆放位置,确保操作人员伸手可及,避免无效动作,最大化发挥规模效应,满足旺季大批量生产需求。
另一方面,。在流水线周边设置独立的CELL生产单元,每个单元可完成1-2个小批量机型的全流程生产。CELL线布局灵活,可根据订单需求快速切换机型,无需对主线流水线进行调整,既解决了小批量生产换线难的问题,又不会影响主线效率,实现柔性生产。
同时,我们优化车间整体动线,将原材料区、半成品区、成品区、检测区进行分区规划,与生产线精准对接,避免物料交叉搬运、堆积拥堵,让车间空间利用率提升30%以上。
三、细节优化:工时与设备布局,打通效率瓶颈
混合布局确定后,通过工时拆解与设备合理排布,进一步打通生产瓶颈,让布局优化落地见效。
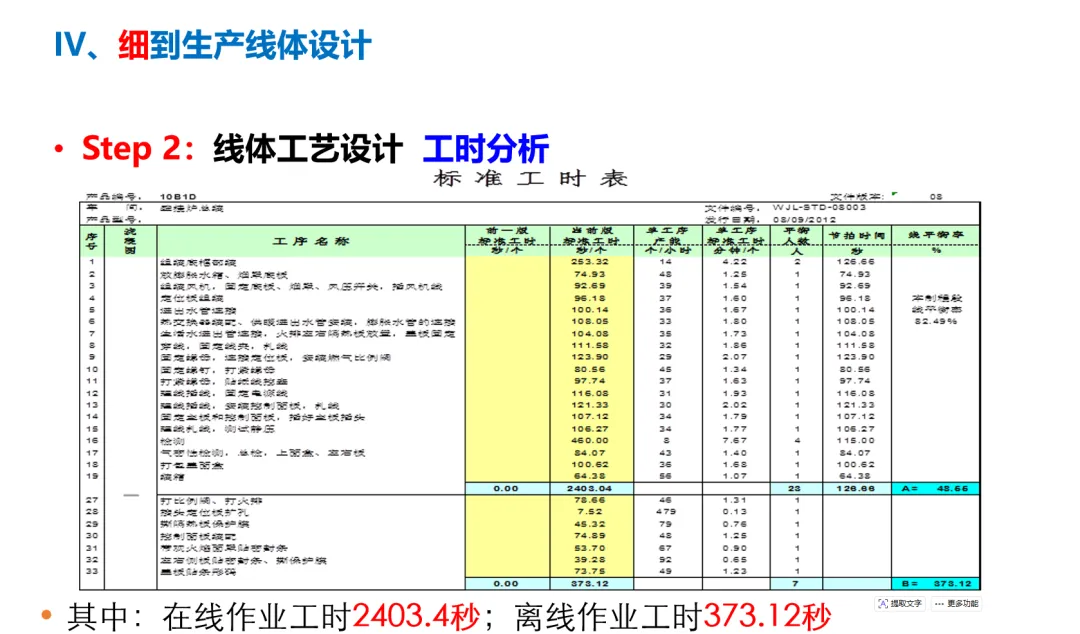
一是。将生产作业分为在线作业(2403.4秒)和离线作业(373.12秒),将离线作业(如部分零部件预装)转移至生产线外独立区域完成,不占用主线节拍。同时拆解每道在线工序的标准工时,对节拍超过20秒的瓶颈工序,通过增加工位、优化操作动作等方式调整,确保各工序节拍一致,避免出现“前松后紧”的卡顿问题。
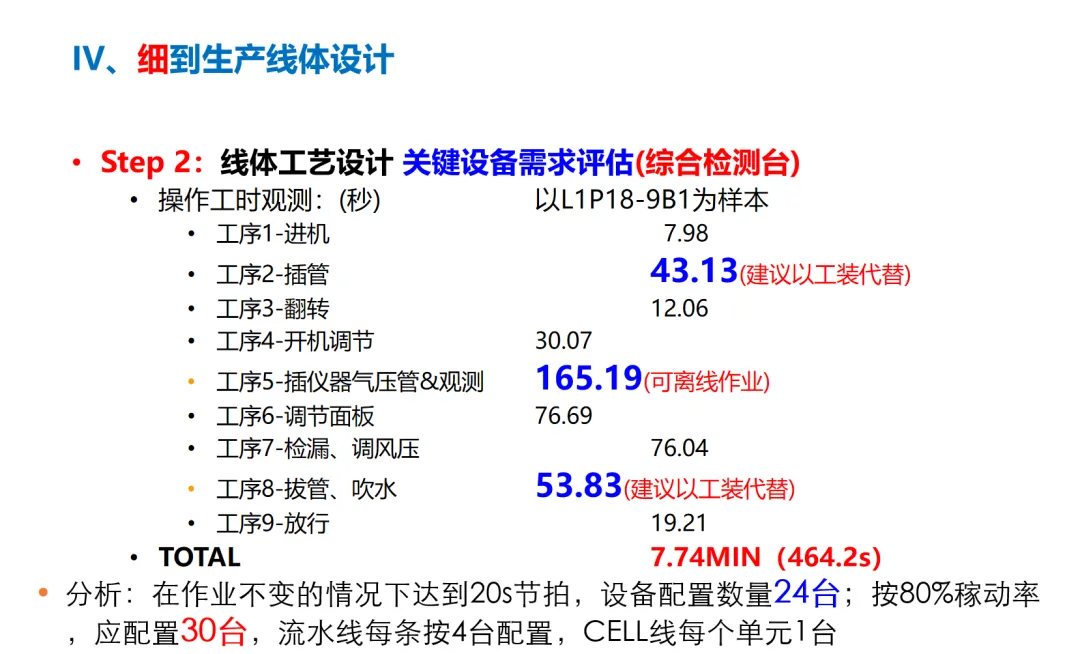
二是。以核心检测设备为例,单台检测需464.2秒,结合20秒/台的节拍,计算出需配置30台检测设备。我们将检测设备与生产线精准匹配:流水线每条配置4台检测台,紧跟装配工序,实现“装配—检测”无缝衔接;CELL线每个单元配置1台检测台,满足小批量生产的检测需求。同时,将插管、拔管等耗时工序的工装设备,就近布局在对应工位,用工装替代人工,进一步提升效率。
四、优化成效:从布局到产能,实现全方位提升
这套布局优化方案落地后,彻底改变了传统车间的混乱状态,实现了三大核心提升:一是空间利用率提升30%,车间拥堵问题彻底解决,物料搬运效率提升40%;二是生产效率显著提高,主线节拍稳定在20秒/台,旺季轻松满足4.28万台/月的产能需求,年产30万台目标顺利达成;三是柔性生产能力提升,小批量订单响应速度提升50%,换线时间缩短60%,兼顾了规模生产与个性化需求。
结语:布局优化,是制造业降本增效的关键一步
很多壁挂炉企业陷入“投入越多,效率越低”的误区,根源在于忽视了布局的重要性。生产线布局不是一成不变的,而是要根据产能目标、产品结构、工时效率动态调整。
从“单一流水线”到“混合布局”,从“盲目摆位”到“数据驱动”,这套壁挂炉生产线布局优化逻辑,核心就是“以效率为核心,以柔性为补充”。在中国制造向“中国智造”转型的今天,唯有精细化布局、科学化规划,才能让每一寸车间空间发挥最大价值,让产能翻倍、成本降低,在激烈的市场竞争中站稳脚跟。

加入知识星球获取更多工业工程专业知识,加入到工业工程知识星球99元,你可以获得众多模板和课件

微信号:13717195315
顾问实战常用的表格、模板、教材
持续更新中
