
1机械手负责将进气、排气座圈压装入这些座圈孔完成配合上料动作。
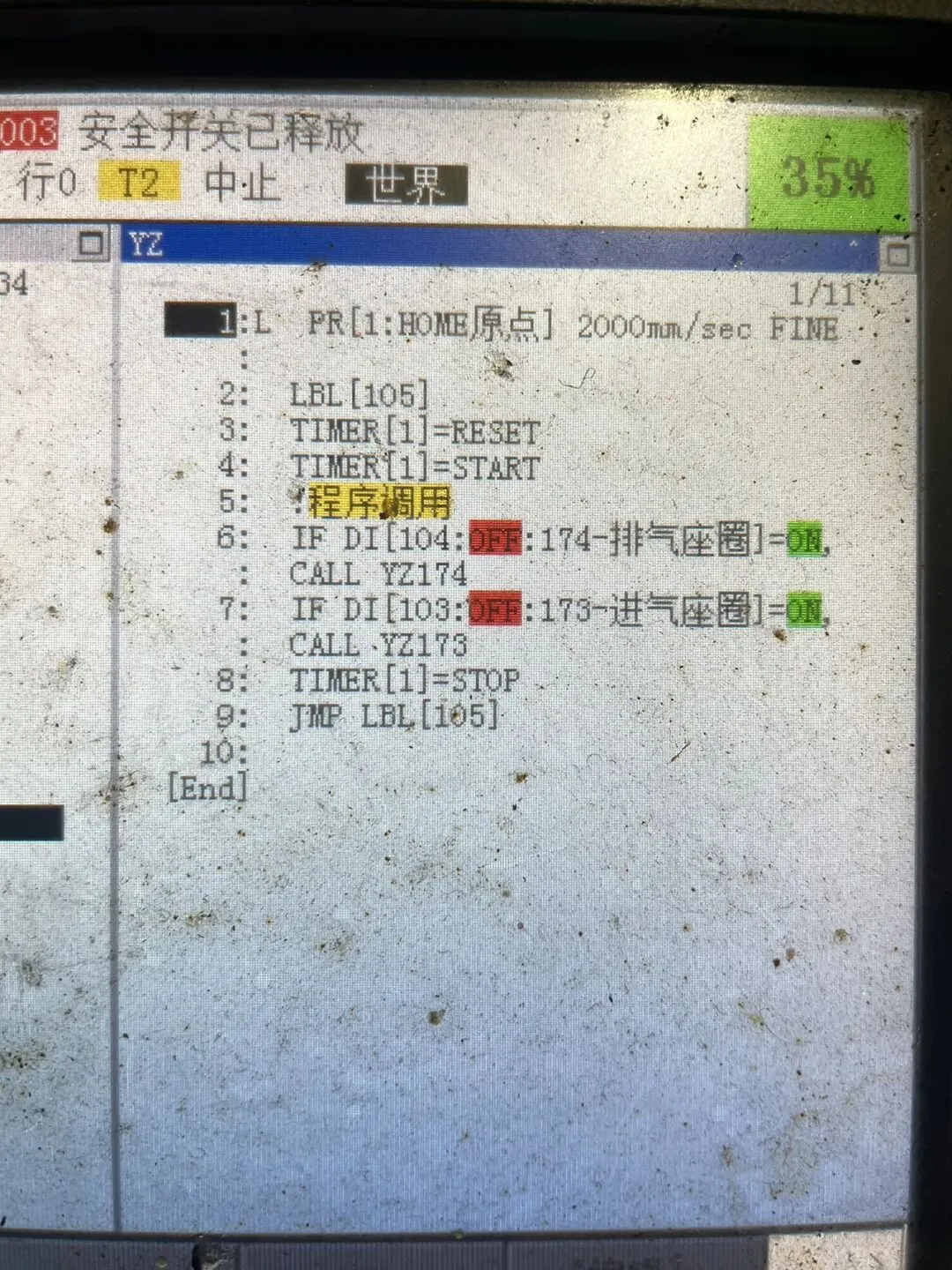
2.程序中的 DI173/DI174 信号正是用于检测座圈是否安装到位,从而触发对应的装配子程序。
3.
标号 105
如果排气座圈信号(DI174)=0调用子程序 YZ174
如果进气座圈1信号(DI173)=1调用子程序 YZ176
跳回标号105
4.173子程序
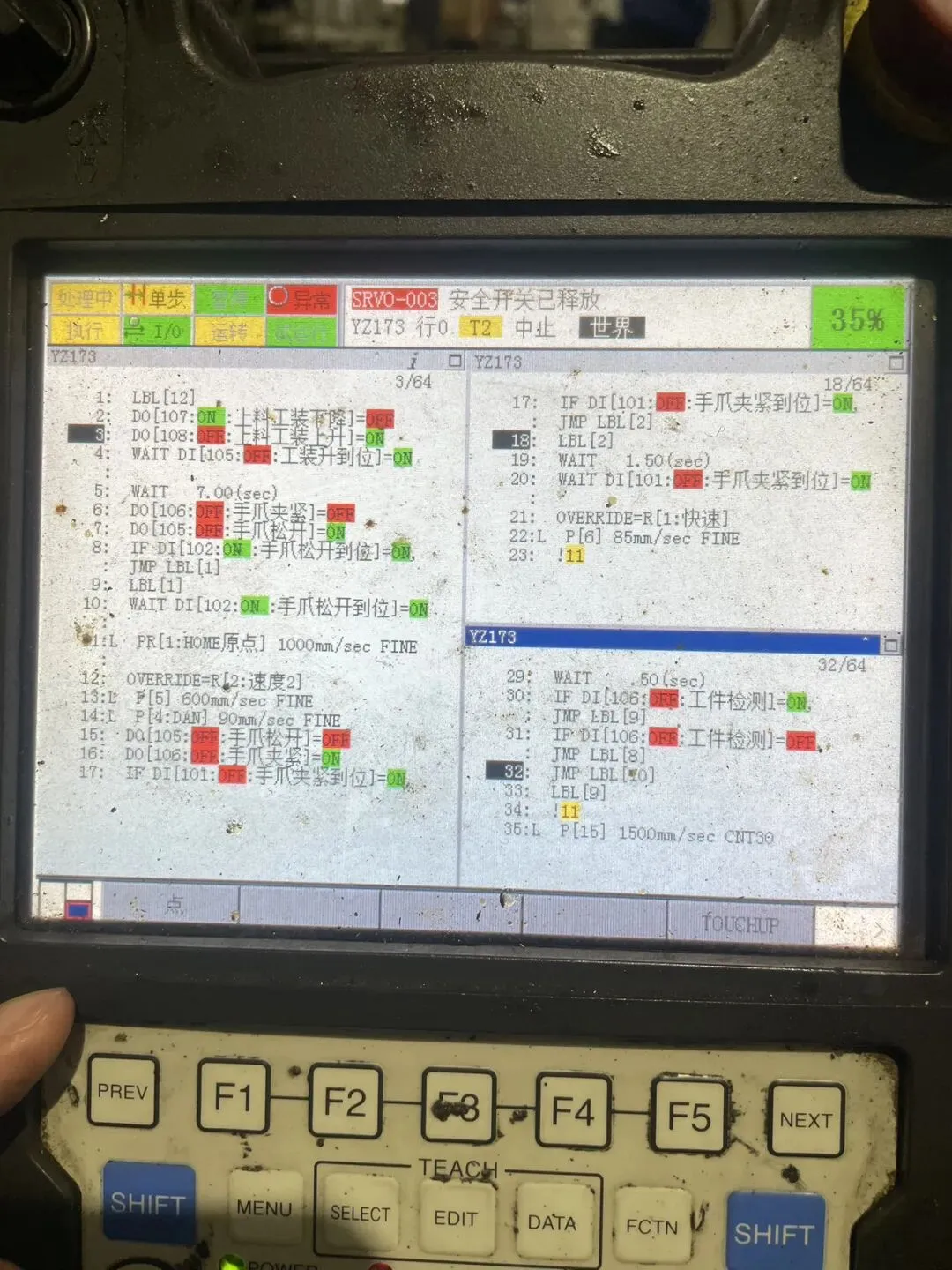
1: LBL[12] ;
2: DO[107]=OFF ;
3: DO[108]=ON ;
4: WAIT DI[105]=ON ;
5: WAIT 7.00(sec) ;
6: DO[106]=OFF ;
7: DO[105]=ON ;
8: IF DI[102]=ON,JMP LBL[1] ;
9: LBL[1] ;
10: WAIT DI[102]=ON ;
11:L PR[1] 1000mm/sec FINE ;
12: OVERRIDE=R[2] ;
13:L P[5:接近点] 600mm/sec FINE ;
14:L P[4:抓料点] 90mm/sec FINE ;
15: DO[105]=OFF ;
16: DO[106]=ON ;
17: IF DI[101]=ON,JMP LBL[2] ;
18: LBL[2] ;
19: WAIT 1.50(sec) ;
20: WAIT DI[101]=ON ;
21: OVERRIDE=R[1] ;
22:L P[6:取走点] 85mm/sec FINE ;
23: !11 ;
24:L P[11] 1500mm/sec CNT50 ;
25:J P[12] 100% CNT100 ;
26:L P[13] 1500mm/sec CNT50 ;
27:L P[14:DO106_ON] 1500mm/sec FINE ;
28: !检测是有料条件 ;
29: WAIT .50(sec) ;
30: IF DI[106]=ON,JMP LBL[9] ;
31: IF DI[106]=OFF,JMP LBL[8] ;
32: JMP LBL[10] ;
33: LBL[9] ;
34: !11 ;
35: !检测有料 ;
36:L P[15] 1500mm/sec CNT30 ;
37:J P[16] 100% CNT100 ;
38: JMP LBL[11] ;
39: LBL[8] ;
40: !检测无料 ;
41:L P[18:106OFF] 1500mm/sec CNT30 ;
42:L P[19:106OFF] 2000mm/sec CNT50 ;
43:L PR[1] 2000mm/sec CNT100 ;
44: JMP LBL[12] ;
45: LBL[11] ;
46:J P[2] 100% FINE ;
47: DO[108]=OFF ;
48: DO[107]=ON ;
49:L P[8:放料安全位] 1000mm/sec FINE ;
50:L P[3:放料位] 100mm/sec FINE ;
51: DO[106]=OFF ;
52: DO[105]=ON ;
53: IF DI[102]=ON,JMP LBL[3] ;
54: LBL[3] ;
55: WAIT DI[102]=ON ;
56: WAIT .50(sec) ;
57:L P[9:高位安全点] 200mm/sec FINE ;
58:L P[10] 1000mm/sec FINE ;
59:J P[2] 100% FINE ;
60:L P[1] 2000mm/sec CNT50 ;
61:L PR[1] 2000mm/sec CNT50 ;
5.174子程序

1: LBL[12] ;
2: DO[107]=OFF ;
3: DO[108]=ON ;
4: WAIT DI[105]=ON ;
5: WAIT 7.00(sec) ;
6: DO[106]=OFF ;
7: DO[105]=ON ;
8: IF DI[102]=ON,JMP LBL[1] ;
9: LBL[1] ;
10: WAIT DI[102]=ON ;
11:L P[8:HOME] 1000mm/sec CNT50 ;
12: OVERRIDE=R[2] ;
13:L P[1:P接近点] 600mm/sec CNT50 ;
14:L P[2:抓料点] 90mm/sec FINE ;
15: DO[105]=OFF ;
16: DO[106]=ON ;
17: IF DI[101]=ON,JMP LBL[2] ;
18: LBL[2] ;
19: WAIT DI[101]=ON ;
20: WAIT 1.00(sec) ;
21: OVERRIDE=R[1] ;
22:L P[9] 200mm/sec FINE ;
23:L P[3] 2000mm/sec CNT100 ;
24: ;
25: !11 ;
26:L P[6] 1500mm/sec CNT50 ;
27:J P[14] 100% CNT100 ;
28:L P[15] 1500mm/sec CNT50 ;
29:L P[16:DO106_ON] 1500mm/sec FINE ;
30: LBL[10] ;
31: WAIT .50(sec) ;
32: IF DI[106]=ON,JMP LBL[9] ;
33: IF DI[106]=OFF,JMP LBL[8] ;
34: JMP LBL[10] ;
35: LBL[9] ;
36: !11 ;
37:L P[17] 1500mm/sec CNT30 ;
38:J P[18] 100% CNT100 ;
39: JMP LBL[11] ;
40: LBL[8] ;
41:L P[20:106OFF] 1500mm/sec CNT30 ;
42:L P[21:106OFF] 2000mm/sec CNT50 ;
43:L PR[1] 2000mm/sec CNT100 ;
44: JMP LBL[12] ;
45: LBL[11] ;
46: ;
47:J P[5] 100% FINE ;
48: DO[108]=OFF ;
49: DO[107]=ON ;
50:L P[11] 1500mm/sec FINE ;
51:L P[10] 100mm/sec FINE ;
52: ;
53: DO[106]=OFF ;
54: DO[105]=ON ;
55: IF DI[102]=ON,JMP LBL[3] ;
56: LBL[3] ;
57: WAIT DI[102]=ON ;
58: WAIT .50(sec) ;
59:L P[12] 200mm/sec FINE ;
60:L P[13] 2000mm/sec FINE ;
61:J P[5] 100% FINE ;
62: ;
63:L P[7] 2000mm/sec CNT50 ;
64:L PR[1] 2000mm/sec CNT50 ;
