

文章来源:《锻造与冲压》2025年第23期(点击阅读整本杂志)
125MN热模锻压力机生产机组是公司核心自动化生产线,主要用于生产曲轴、前轴、前臂轴等长杆类锻件,该生产线主要由4000kW的双电源中频加热炉、RW1000辊锻机、KP125MN楔式热模锻压力机、ADP1250t闭式双点切边压床、HKVM250t扭曲机及2000t的整形液压机组成,整条线的设计、制造与安装调试均由二重公司完成,于2006年8月份正式投产。除了2021年主机更换过一次高速轴外,未发生过大的设备故障及主要部件更换。但经过20年运行,设备运行精度下降,生产工艺稳定性变差。加之近年来产品品种不断增加,模具频繁更换调整,导致产品质量问题频发。因此,通过工艺改进与装备技术提升保障生产线高质、高效生产,成为公司亟待解决的技术难题。
生产线现状及问题
近年来,国内大型锻造生产线数量增多,引发产能过剩,曲轴锻件市场供大于求的现象愈来愈明显,叠加国家经济下行导致的市场需求不足,曲轴锻件市场严重下滑,因此,公司在曲轴订单逐渐萎缩的情况下,依托该生产线开发了卡特彼勒公司的大型工机前臂轴、叉轴类锻件等非曲轴类锻件。这些产品多为多品种小批量类型,以往主要在模锻锤上生产,受锤上制坯工艺限制,材料利用率很低,生产成本居高不下,随着供应商采购价格逐年降低,成本压力持续增大,因此,公司将主要订单集中在该生产线生产,导致设备长时间运行且维保不足,小问题积累后严重影响设备运行精度。同时,多品种生产带来的频繁换产,进一步加剧了设备运行的不稳定性,最终反映到产品质量上。目前最主要质量问题包括:产品外观质量差、曲轴轴向尺寸不稳定、飞边毛刺压入锻件、校正顶杆顶坑、人工清理氧化皮影响生产节拍等,这些问题严重制约了产品质量稳定性与生产快速交付。
质量问题分析与解决措施
曲轴轴向尺寸稳定性差问题
曲轴锻件轴向尺寸误差较大,理论设计与实际锻件存在差异,长度超差主要集中在主轴颈、连杆颈轴肩,总长等关键部位。尺寸不稳定导致生产后续加工中连杆颈止推台厚度不均匀,引发客户抱怨,严重时造成整根曲轴报废。损失较大,为了不影响生产进度,生产过程中往往临时在线上对模具进行局部修磨,通过余量补偿的方式去处理,但是,当更换产品后同样的问题又再次出现(图1)。

图1 曲轴轴向尺寸相关状态图
⑴影响因素分析。
重点从材质、加热温度、生产节拍、设计过程热收缩系数、生产异常停工控制及处理措施等方面开展分析。统计2021年以来代表产品生产批次划线检验记录,转换为线性尺寸数据(图2),对比连杆颈与大小头的理论设计尺寸和实际检测尺寸的差异,确定修订方案。
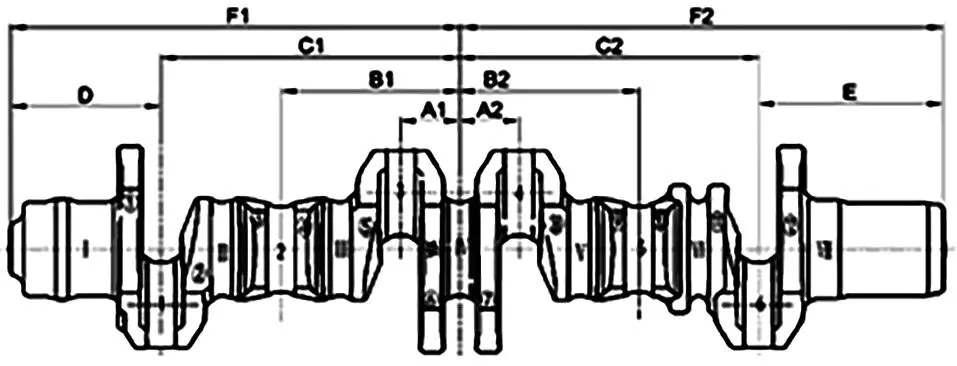
图2 曲轴连杆颈线性尺寸标注方法
⑵改进措施。
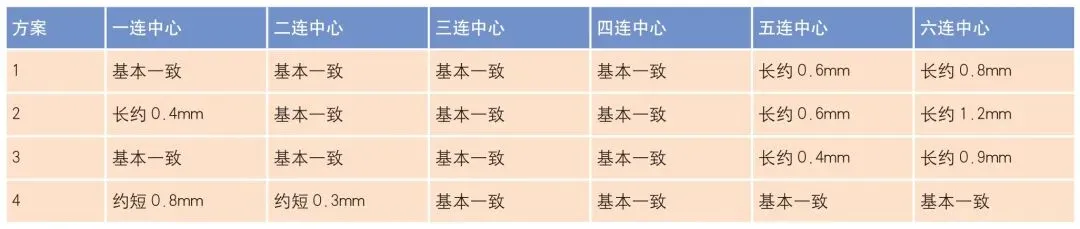
通过数据统计对比(表1 ~3),对四种理论设计方案的参数缩放系数进行修正调整:一、二、三连杆颈采用方案1、3的缩放系数并适当修正,四、五、六连杆颈采用方案4的缩放系数,取消方案2设计参数。针对两端(大小头)线性尺寸,采用D、E标注方案的产品两端偏长,超出名义尺寸1.2 ~3.2mm;采用F1、F2标注方案的产品两端偏长情况略好,超出名义尺寸0.8 ~1.8mm,主要受连杆颈中心缩放系数及修正量影响。最终确定两端线性尺寸采用F1、F2标注方案,缩放系数1.015,适当缩短0.5 ~1.5mm。已完成8种曲轴锻件产品的模具优化设计,消除了线性尺寸不稳定导致的质量隐患。
表1 产品划线测量连杆颈中心距线性尺寸数据统计(mm)
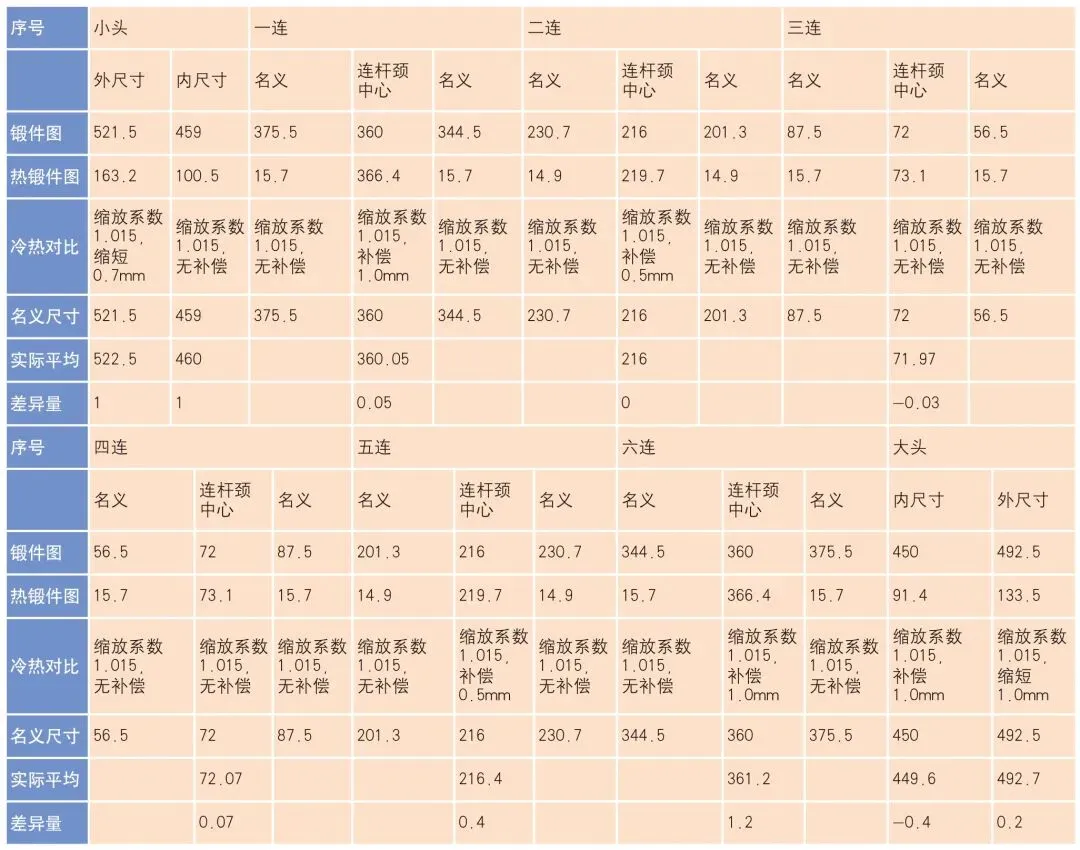
表2 产品连杆颈中心距线性尺寸理论设计参数(mm)
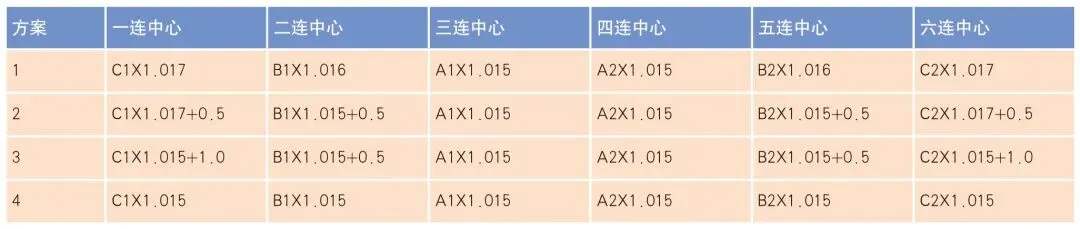
表3 连杆中心线性尺寸实际与理论对比结果
飞边毛刺压入锻件问题
锻模出模顶杆在成形过程中长期存在刮毛刺现象。飞边形成过程中金属流动冲刷顶杆位置,因顶杆高度比分模模面高度稍低,预锻时飞边形成不等厚形状,终锻时不规则形状被顶杆孔边缘刮蹭脱落,挤到顶杆孔当中,在生产过程中,操作工吹风冷却润滑时,刮下来的毛刺掉入型腔中,在下次成形过程中被压入锻件里,导致锻件压伤、后续加工中易形成废品(图3)。
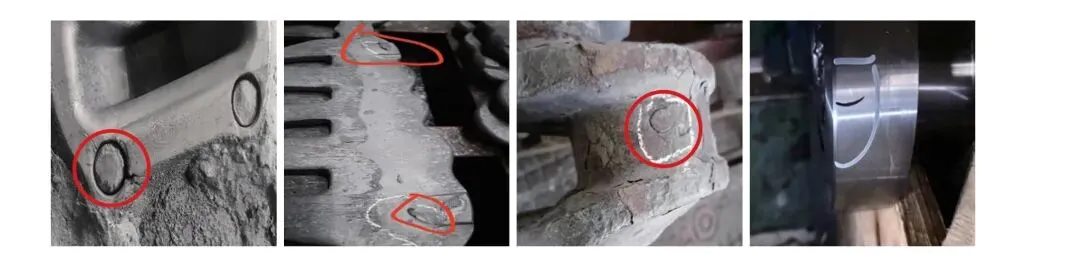
图3 毛刺压入锻件缺陷
⑴原因分析。
1)顶杆外侧凸台不合理:在毛边流动过程中,顶杆外侧凸台与毛边接触,引起啃刮毛刺现象;
2)仓部高度偏低:仓部局部高度不足,导致毛边过早接触模具,横向流动不畅,引起回流,挤入顶杆及模具顶杆孔之间,引起挤毛刺问题;
3)顶杆回程不畅:直径φ19mm的顶杆,强度不足,容易发生弯曲,造成回程不畅。锻打时回程不到位,引起啃刮毛边;
4)顶杆长度不合理:顶杆长度290mm,距桥部顶面仅为2mm,过早接触毛边,挤压力过大,导致毛边挤入顶杆与顶杆孔之间,引起毛刺。
⑵改进措施。
1)取消或降低顶杆外侧凸台:取消或降低顶杆顶杆外侧凸台,使顶杆工作面与仓部平齐,减少啃刮源;
2)增加仓部高度:将靠近顶杆部位的仓部高度由15mm增加至20 ~25mm,延缓毛边与仓部接触时机,避免回流挤毛刺如图4所示;
图4 优化后的顶杆孔结构
3)加大顶杆直径:取消直径φ19mm的顶杆,统一直径,将顶杆直径增粗至24 ~29mm,增强强度,避免顶杆弯曲引起回程不畅问题;
4)降低顶杆长度:在保证正常出模及转运的情况下,将顶杆长度由290mm降低至280mm,增大至桥部顶面的距离,避免过早接触毛边,挤压毛边形成毛刺,如图5所示。

图5 优化后的飞边刮毛刺现象消失
校正过程锻件垫入缺陷问题
曲轴锻件在校正过程中,由于校正顶出结构限制,加工后顶杆孔位置的型腔局部存在尖角现象(见图6a)。虽加工时做了圆角处理,但锻件厚度不一致,厚度尺寸超差的曲轴锻件校正时变形过大,顶杆位置锻件表面就会出现被校正模型腔垫入的现象(图6b),当垫入较严重时后续机加工余量不足,导致废品产生(图6c)。

图6 顶杆孔位置结构及垫伤锻件形态
⑴针对该质量问题,通过对现有模具结构及现场生产验证进行详细的分析,初步判断造成该质量缺陷的主要原因如下:
1)由于校正模顶杆安装槽的存在,减少了该主轴颈与锻件的接触面积,且顶杆安装槽四周均存在尖角,在校正过程中锻件受力集中,容易压伤锻件主轴颈。
2)顶杆工作面与锻件主轴径的形状并不完全一致,顶出过程中与锻件接触面积较小。在出模过程中,由于锻件自重、出模力等因素,顶杆会对锻件造成顶坑。
3)校正过程中,部分锻件表面的氧化皮脱落,而顶杆与模具之间存在间隙,氧化皮通过间隙进入顶杆安装槽底部,逐渐将顶杆垫高,超出模具工作面。在校正过程中,顶杆直接扎伤锻件。
⑵改进措施。
基于曲轴校正工艺特点,校正核心是通过精压主轴颈校直切边方向弯曲、精压连杆颈校正空间角度,其他部位校正时可不受力,顶杆仅起顶出锻件方便机器人抓取的作用。简化型腔结构,保留主轴颈和连杆颈校正功能,取消顶杆结构及主机下顶出动作,锻件可直接由机器人抓取。选取020070030-LT曲轴进行热校正模优化验证,调试效果理想,从根本上解决了锻件顶坑问题(图7),同时提高了校正工序节拍,降低了模具制造成本。
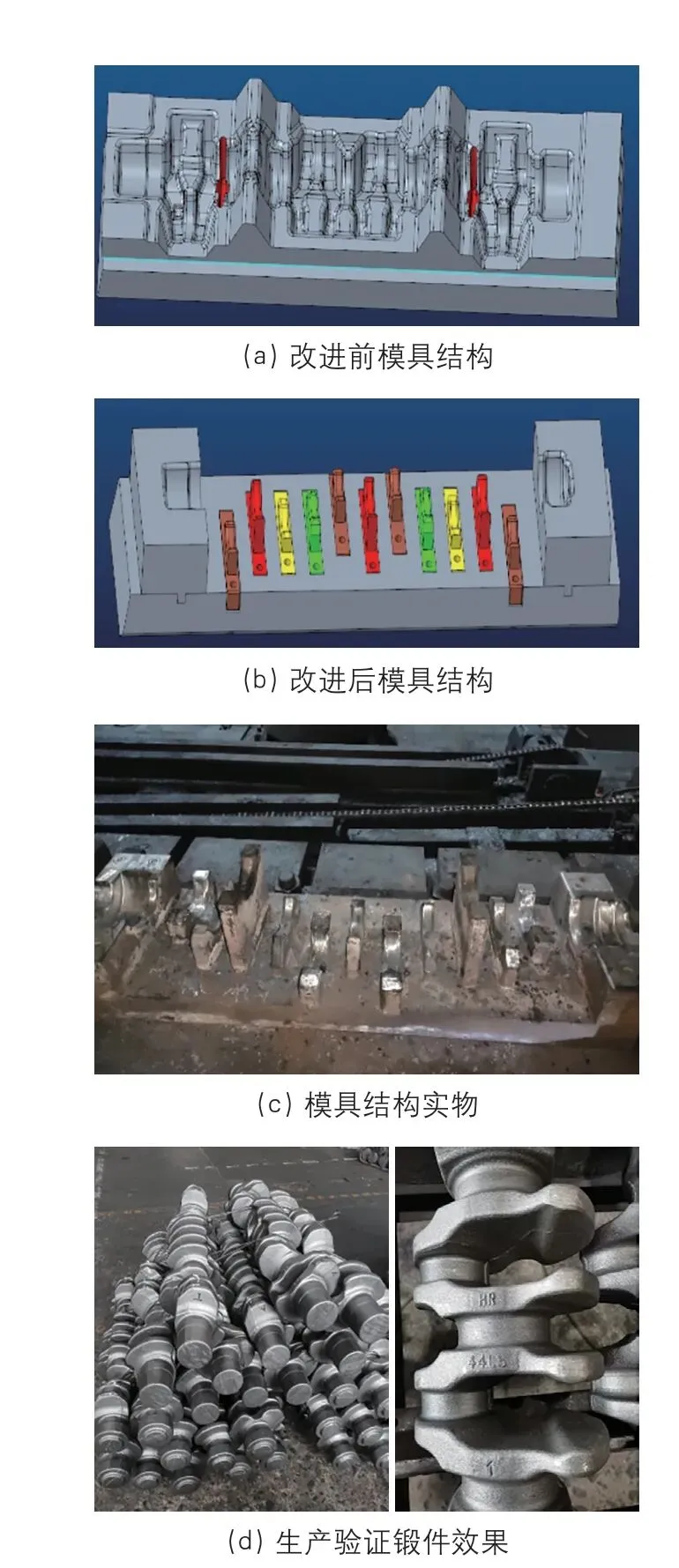
图7 曲轴校正模优化及验证图
结束语
通过以上改进措施,有效的解决了生产线中存在的严重影响产品质量的生产难题,实现了提质增效的目的,为公司适应市场需求变化,提升工艺技术水平、保障企业生存与发展提供了有力的技术保障。相关工艺优化改进方案已成功应用于612600020865、31323320ETC、WL-08-001、RHZL040001D等12种曲轴产品的优化改进中。
编辑:奥琳芳
审核:冯忠
近期活动
2026年《锻压行业优秀工程师》和《锻压行业优秀班组长》评选申请(申报截止时间:2026年3月15日)
AI精锻生产 • 低碳智变新篇!2026锻造自动化及信息化会议正式启动【4月21-23日山东青岛】
金属“形”动,驱动未来——2026新能源汽车金属成形技术大会正式启动【4月15-17日浙江宁波】
关于举办“2026中国管材管件成形大会暨管材成形工作委员会会议”的通知【4月22-24日河北衡水】
合作联系
广告宣传 活动策划
锻造 罗文会:13343131143
冲压 张旭栋:13366359271
杂志投稿
锻造 张明伦:15533608476
冲压 贾亚莉:13693165077

