随着控制技术以及机械自动化的发展,变压器铁心生产设备发生了极大的变化。由早期手动剪板机生产发展至数控横剪线生产,铁心生产工序由分散的多道工序,发展至仅在一条生产线上即可完成剪切和叠装等工序。目前自动化及集成度最高的铁心生产设备就是剪叠一体生产线,其在原有横剪线的后端集成了理料机器人进行理料,可自动完成“日”或“E”形铁心,不仅缩短了铁心的制造周期,而且实现了铁心的智能制造。
剪叠一体生产线由剪切和叠装两部分组成。剪切部分包含开卷机、导料装置、送料机、冲床段及剪床段等。
叠装部分主要包含理料皮带机、接料装置、吸料装置、叠台和机器人等。
上理料方式:理料皮带机水平放置,片料在理料皮带机的上方。当片料在理料皮带机上方定点停止时,理料皮带机脱磁,顶升机构将片料顶起,此时吸料装置在顶升机构正上方,当片料升起靠近吸料装置时,片料被吸料装置吸住,吸料装置吸取一定数量的片料时,将片料放至叠台上。
下理料方式:理料皮带机水平放置,片料在理料皮带机正下方。当片料在理料皮带机下方定点停止时,理料皮带机脱磁,片料自动落至理料皮带机正下方的接料装置上。当接料装置接至一定数量的片料时,接料装置从理料皮带机正下方移出,再由吸料装置抓取片料进行叠片。
上理料方式较下理料方式多了一套顶升机构,结构较复杂,因此大多设备制造厂家均采用下理料方式。
2.接料装置
仅下理料方式有接料装置。接料装置布置在理料皮带机的正下方,承接理料皮带机落下的片料,并可水平移出,方便吸料装置抓取片料。为了避免吸料装置移出时,理料皮带机正下方无接料装置导致剪切停止的情况,一个理料皮带机一般配置有两个接料工位,交替接料。接料装置上设置有定位针,可对多张片料进行定位,并且在接料装置快速移出时,可保持片料整齐。
接料装置的结构形式有单层两工位和双层一工位两种。
单层两工位:接料装置为单层结构,每层上有两个接料工位。工位1上的片料只能移出至生产线左侧,工位2上的片料只能移出至生产线右侧。结构较简单,但片料只能移出至设备的固定一侧,灵活性差。
双层一工位:接料装置为双层结构,每层上有一个接料工位。上、下层工位上的片料均可移出至生产线左侧或右侧,灵活性高,适应性强。
定位针结构:一个接料工位需配置两个定位针才可正常定位。同时两个定位针的间距可调整,以满足不同长度片料的定位。
实现定位针间距调节的方式有两种:一种为左右旋丝杠、直线导轨和伺服电机组成的传动系统,可实现针距的无级调整,结构灵活;另一种是在接料工位上布置多个固定间距的定位针,根据程序设置自动升起不同间距的定位针来实现定位。
因片料需从理料皮带机落到接料装置上,片料上的孔和定位针之间需有一定的间隙。间隙太小,片料容易卡住;间隙太大,片料会参差不齐,影响叠片精度。目前一些生产厂家采用减小定位针与孔的间隙的方法进行接料,还有一些生产厂家采用外径可涨缩的定位针进行定位:当片料落下时,定位针外径缩小,落料可靠不卡料;当片料落入定位针后,定位针外径涨大,将片料理整齐。

接料装置
3.吸料装置
吸料装置是将接料装置上的片料抓至叠台进行堆垛的装置。吸料装置大多采用磁铁进行吸料,一次可吸多张片料,效率高。为降低吸料装置的重量,往往选用密度较小的铝合金制作。
目前吸料装置的主要区别在于是否具备穿针理料功能。
不具备穿针功能的吸料装置:运行到叠台定位针的顶部就将片料放下,片料下落高度较高,容易产生挂片现象,同时片料从高处落下,对硅钢片性能也有不良影响。
具备穿针功能的吸料装置:可穿过定位针降低落片高度,理料质量好,确保铁心质量更好,生产更顺畅,性能更优。
吸料装置
4.叠台
叠台是堆叠铁心的工作台,其结构性能直接影响铁心的堆叠质量。主要由底座、托盘和定位针组成。
托盘可通过辊道线、AGV等装置输送,以实现提前铺台,并自动输送到工位进行叠片,叠片完成后可自动输送至下一工序,提高生产效率,满足智能车间的要求。
叠台上的定位针位置可调节,以适用不同规格的铁心。定位针的调节精度直接决定了生产线是否具备穿针叠片功能。如果定位针调节精度低,生产线将不能实现穿针叠片功能。为保证铁心性能,穿针叠片将是剪叠一体生产线的必备功能。
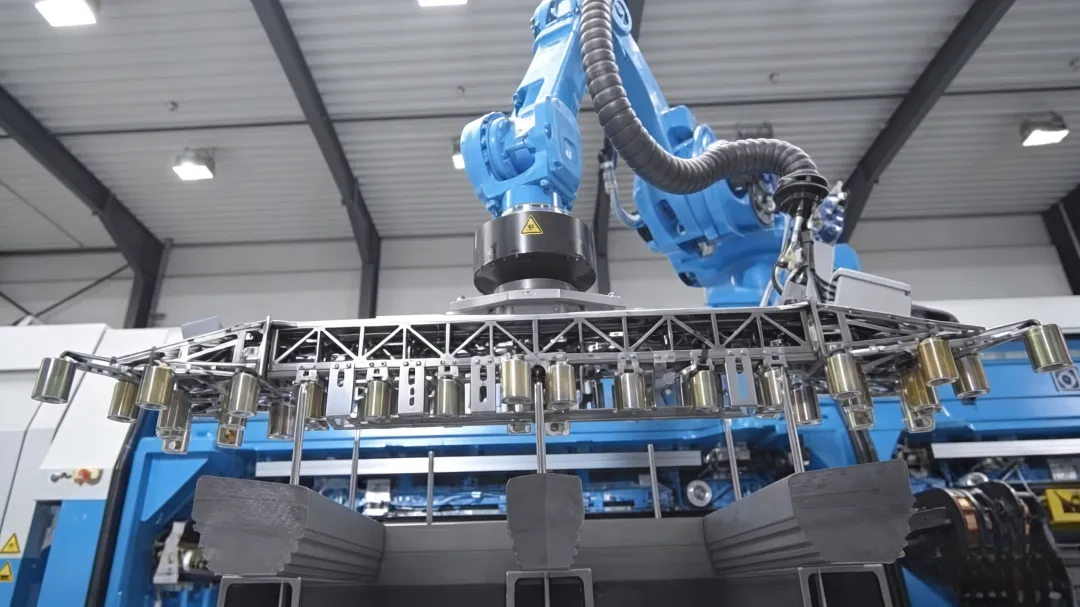
5.理料机器人
理料机器人分为桁架机器人和关节机器人。桁架机器人占地相对较大,关节机器人占地相对较小。桁架机器人主要用于600线及以上生产线,关节机器人主要用于400线及以下生产线。


桁架机器人与关节机器人
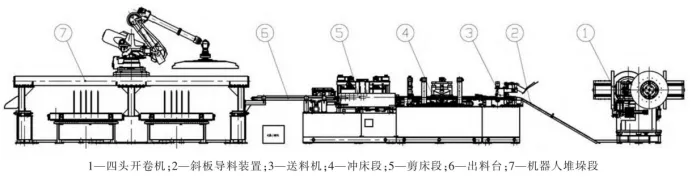
1.生产线的组成
一台400型剪叠一体生产线主要由四头开卷机、斜板导料装置、送料系统、冲床段、剪床段、出料台、机器人堆垛段、液压站、控制柜、操作台等组成。
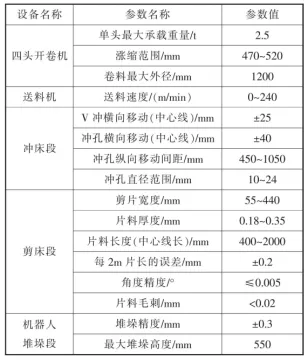
2.生产线主要技术参数
变压器硅钢片的长度、角度精度、剪切毛刺和堆垛精度是影响变压器质量的重要因素,直接影响变压器的空载损耗。因此剪叠一体生产线不但要满足片料长度精度、角度精度、剪切毛刺的要求,还要实现堆垛精度的要求。设备技术参数如下:
3.生产线的主要特点
开卷机有四个并卷头,每个开卷头可挂多卷料;冲孔冲床可纵向、横向移动,实现同步剪切,生产效率高;机器人堆垛段可一次同时叠四台铁心;接料装置定位针直径可涨缩,定位精度高,可实现穿针理料;叠台可与物流线对接,叠好的铁心可通过物流线输送至下一工序,布局灵活。
变压器铁心剪叠一体生产线作为实现变压器铁心智能制造的关键设备,其发展直接决定着铁心制造的智能化程度。目前国内制造商通过不断努力,已研发出多种结构的剪叠一体生产线,但还有一些问题需要解决,如铁心片长度、角度的在线检测,铁心接缝大小的检测,铁心高度的精确检测等。
来源:《变压器铁心剪叠一体生产线叠装技术浅析》