该方案围绕奇瑞商用车焊装车间智能化升级展开,以年产18万辆、节拍120秒为目标,规划了高柔性自动化生产线。通过引入机器人、RFID、视觉引导等智能装备,实现主焊、侧围、发舱等关键工序的自动化与多车型快速切换。方案强调系统集成与数据监控,旨在提升生产效率、保障焊接精度,推动制造向智能化、柔性化转型。
1000余份(PPT+WORD)数字工厂合集:智能工厂+工业互联网+供应链+智能制造+制造业数字化+MES+APS+PLM+ERP+WMS+EMS+SCADA+MOM+SCM+CRM+QMS
01 项目背景
行业趋势:汽车产业正向高投入、长链条、集群化发展,市场竞争激烈,车型变换周期缩短,必须依靠自动化与智能技术。
技术驱动:工业机器人密度成为衡量制造业水平的关键,智能制造是“中国制造2025”与“工业4.0”的核心方向。
企业定位:开瑞汽车(含开瑞绿卡)隶属奇瑞商用车,覆盖SUV、MPV、微客、微货及城市物流车,需要柔性化产线以快速响应多车型共线生产需求。
02 焊装智能柔性生产线规划
基本思想:建设具备先进性的柔性化白车身生产线,集成工业机器人、系统集成、现场总线等技术。
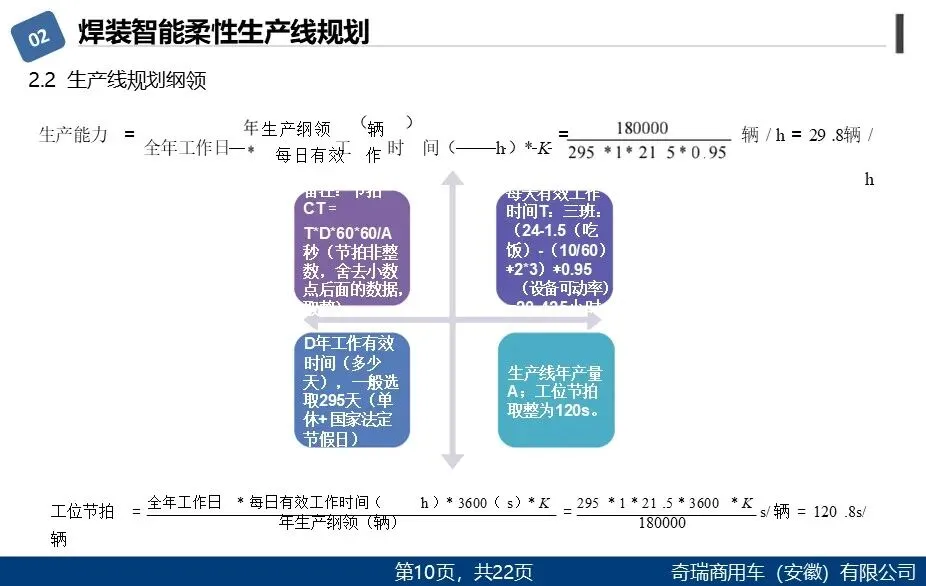
生产纲领:
年产能:18万辆
节拍:120.8秒/辆
每小时产能:29.8辆/小时
平面布局:涵盖主焊线、左侧围、右侧围、顶盖、顶横梁、轮罩等分区,支持多车型共线。
03 焊装智能柔性生产线工艺流程
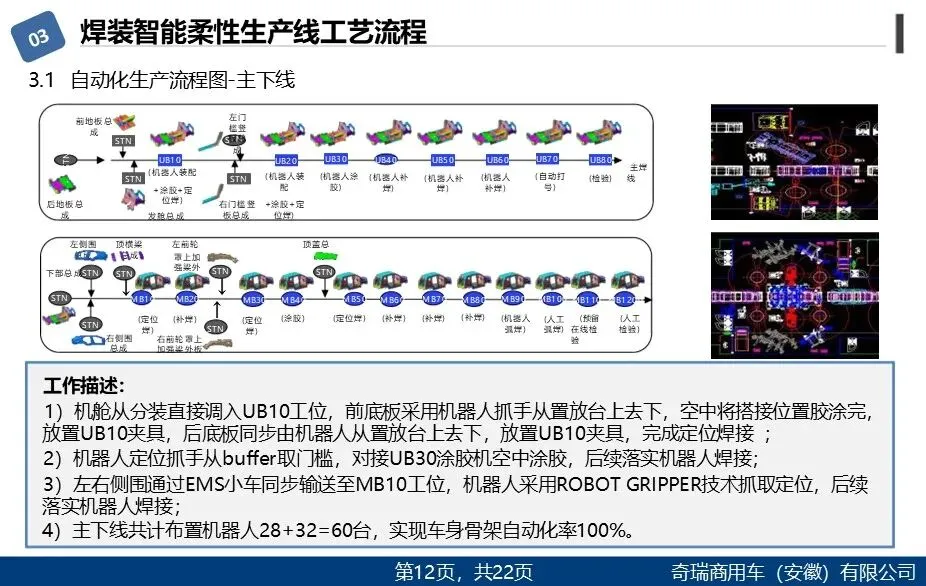
主下线流程:
包括发舱总成、后地板总成、门槛竖板、前地板等部件装配。
工序涵盖机器人装配+涂胶+定位焊、机器人补焊、人工弧焊、在线检验等。
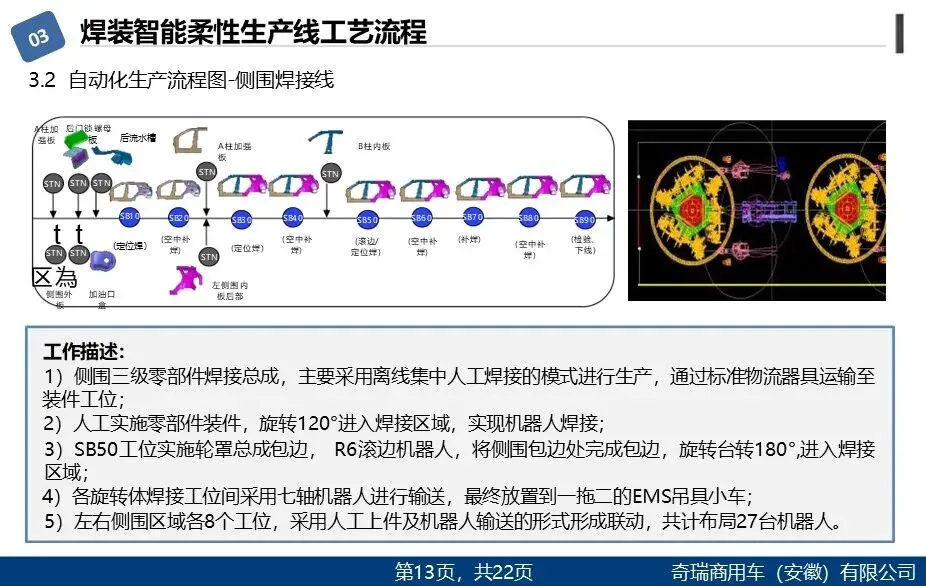
侧围焊接线:
涉及A柱加强板、后流水槽、轮罩、侧围内外板等。
采用定位焊、滚边、空中补焊、检验下线等工序。
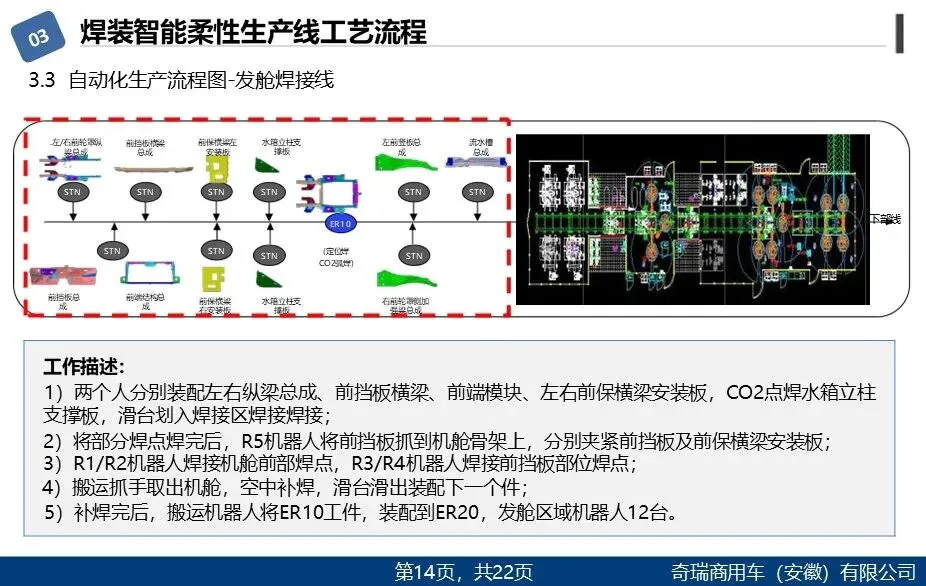
发舱焊接线:
包括水箱立柱、前挡板、前保横梁等总成焊接。
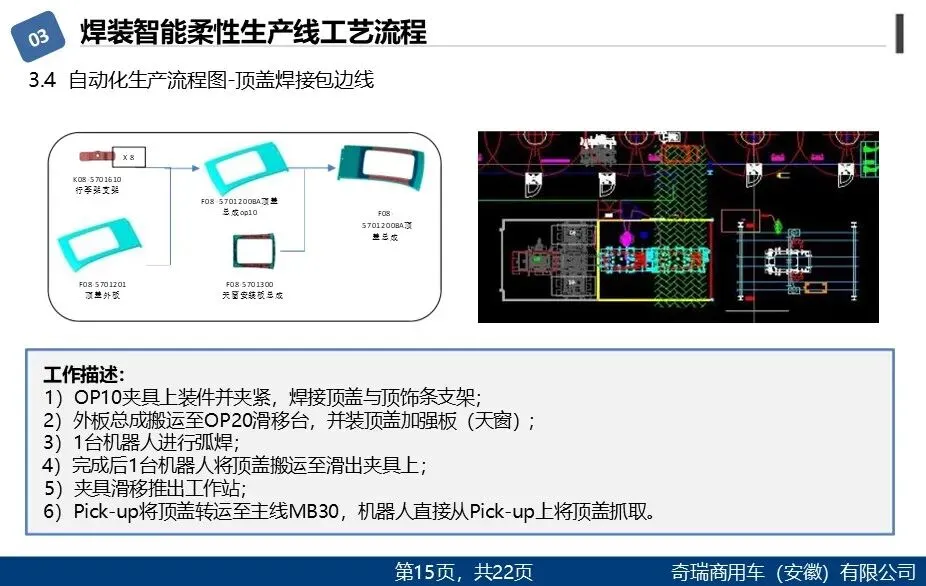
顶盖包边线:专用线完成顶盖总成的包边工艺。
04 焊装智能化装备应用
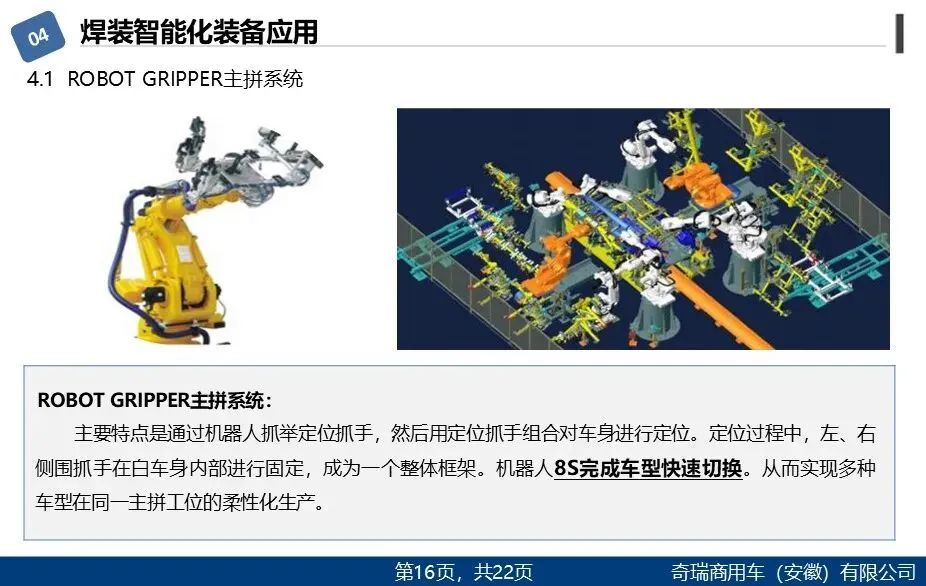
ROBOT GRIPPER 主拼系统:实现主焊线自动化拼装。
精度保证机构:侧围三转体自动切换机构,可在短时间内实现多车型夹具快速切换,具备高柔性、高精度、易维护特点。
上位机监控系统:
实时监控设备状态、生产情况、历史故障。
支持远程办公电脑监控,具备区域总览、模式选择、夹具操作、网络状态、传感器位图等界面。
RFID与自动涂胶系统:
RFID识别车型信息,实现涂胶工艺自动化。
视觉引导系统矫正机器人位置,保证涂胶轨迹一致性与胶条质量,提升NVH性能。
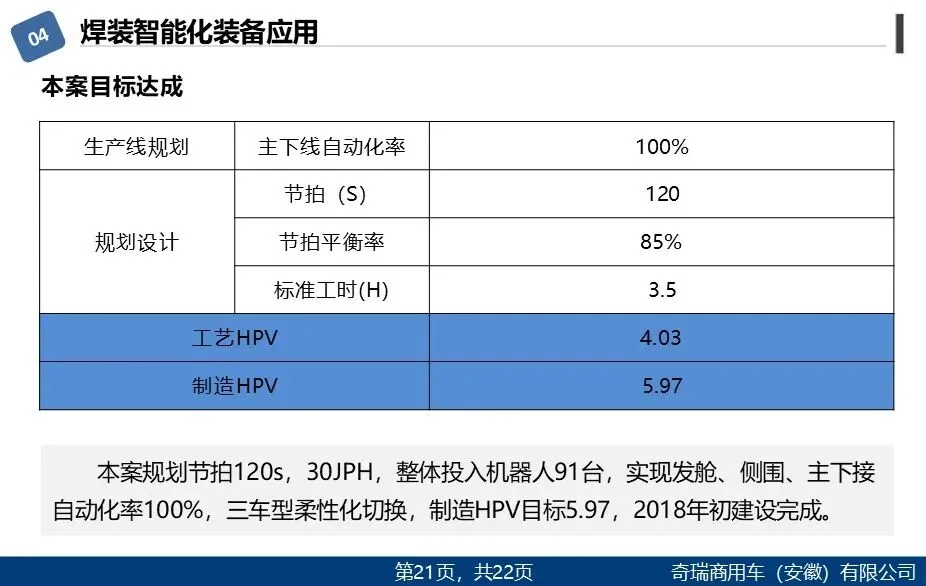
整体投入:
机器人:91台
自动化率:发舱、侧围、主下线100%
柔性能力:支持3种车型快速切换
HPV目标:5.97
建设完成时间:2018年初