
生料粉磨是水泥熟料生产必不可少的环节,随着国内粉磨工艺及装备技术的不断进步,生料粉磨已经从球磨、中卸烘干磨系统发展到辊压机、立磨占主导市场的终粉磨工艺技术。
生料和水泥粉磨系统的辊压机工艺与设备,经过近30年的发展,尤其是2010年后挤压机辊面耐磨材料的突 破和柱钉辊面技术的成熟,增产节能效益和运行的可靠性进一步提高,市场占有率越来越大,用于生料制备的挤压终粉磨系统,也越来越多地成为传统球磨工艺甚至是 早期建设的立磨系统改造的首选工艺。本文着重介绍湖州槐坎南方水泥有限公司的技改及应用。

湖州槐坎南方水泥公司现有两条5 000t/d熟料生产线,其1#窑生料制备系统配套两台Φ4.6m×(10+3.5)m中卸烘干磨;2#窑系统配套两台立磨粉磨生料,在企业的精心管理下通过不断挖潜,两套系统的产量和电耗指标都达到了很高水平,被誉为技术指标国内先进、生产生活环境优美和谐的水泥标杆企业。2018 年,公司为进一步节能降耗,降低生产成本,经上海南方总部及旗下槐坎南方水泥有限公司充分调研,制定了采用辊压机终粉磨系统取代原有1#生产线中卸烘干磨的技改路线,并确定新增HFCG200—160辊压机+HFVl0000型选粉机+HF×—M10000A高效选粉机组成生料终粉磨系统。
1.1 基本情况
1#窑生产线生料配料的石灰石取自厂内自有矿山,其它辅助原料均为外购,其供应渠道稳定。1#窑生料配料方案及其生产情况见表1。
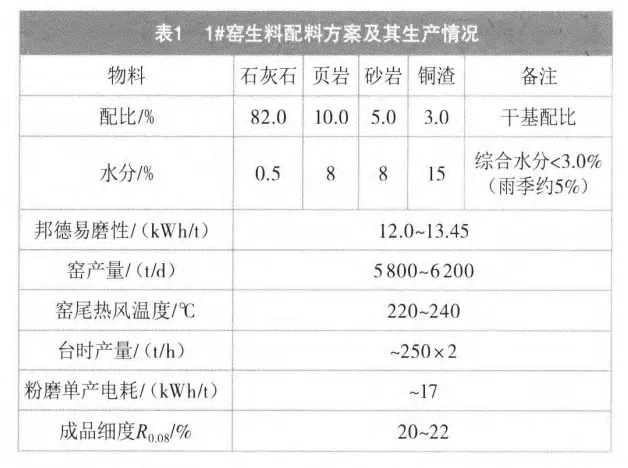
由表1可看出,原2台Φ4.6m×(10+3.5)m中卸烘干磨的单产约2×250t/h,基本可以满足1#窑系统的需要,但粉磨电耗相对偏高,且生料成品细度偏粗,不利于窑煅烧。技改后的生料细度、台时单产和粉磨电耗都可望得到大幅度改善。同时,公司希望通过本次技改,提升1#窑生料磨系统的生产能力并将部分生料成品补充给2#窑使用,从而尽可能地提升生产能力,降低全厂电耗。
1.2改造方案与效果
技改方案兼顾以下原则制定:
(1)尽量利用现有场地及设备设施,以降低投资,同时保证运行指标;
(2)尽量减少技改工程对原系统的影响,并减少系统接1:3和对接时间;
(3)留有足够的设备维护空间,以方便日后的检修、保养与维护操作。
为此,经现场勘验及多次论证,技改过程中新增的辊压机终粉磨系统选择在1#窑两台生料中卸烘干磨磨房与高压电力室周边的闲置空地作为建设用地;新增主机设备主要包括HFCG200—160辊压机+HFVl0000型气流选粉机HFX—M10000A高效选粉机以及与之配套的输送、选粉设备等,其他如成品输送斜槽、成品入库提升机、废气处理收尘器及风机等均利用原有设备或略加改造继续使用。
新建的辊压机终粉磨系工艺流程为:原料经配料、计量,通过皮带输送至辊压机系统的气流分级机进料口,新鲜物料汇同辊压机挤压后的物料进入V型气流分级分选、烘干,经分选后的粗粉通过循环提升机返回辊压机称重仓,称重仓内物料经辊压机再次辊压后,通过提升机喂入V型气流分级机人口,形成一个闭路挤压系统。出V型气流分级机的细粉随气流进入高效选粉机,经高效选粉机二次分选,粗粉返回辊压机称重仓继续挤压,细粉随气流进入旋风筒收集作为成品,由原有的输送系统送人生料均化库。
气流路线为:旋风筒的含尘气体通过循环风机排出后,小部分作为循环风返回V型气流分级机继续参与物料分选,大部分排人窑尾收尘器,经收尘净化后由风机排人大气。窑尾收尘器收集的粉尘利用原有设备输送至生料均化库。辊压机系统和原料输送及热风管道运行现场见图1、图2。
改造完成投产近一年来,系统运行稳定,性能指标一直保持在比较好的水平,经过性能考核和系统标定,辊压机终粉磨系统产量达至537t/h(干基),系统T序电耗≤11.5kWh/t(自配料库底至成品人库,不含尾排),较技改前的电耗降降低32.5%。同时,生料R0.08mm细度筛余由原来的21%减小到16.2%,全厂熟料综合电耗降由原来的51kWh/t降低至约45kWh/t。既完全达到了增产节电、降低企业成本的目的,也可满足于实行限电政策后的错峰生产,预计每年可多生产约50万吨熟料。
综合以上技改分析,本文认为选择辊压机终粉磨系统时需注重原料的两个方面,一是原料塑性,二是物料入机粒度和水分,当原料粘性大、综合水分高时,挤压料饼因流动及分散困难而影响选粉效果,系统需要的烘干风量大大高于选粉用风量,辊压机相对于立磨系统的优势就会缩小。因此在原料非常湿粘且综合水分超过5%时,粉磨效率降低,不利于辊压机系统的高产和稳定运行。尤其是利用窑系统的窑尾废气作为辊压机的烘干热源,现在1#窑的热风温度220℃~240℃基本能够维持,但随着余热发电系统工程的实施,窑尾热风温度预计降低,对这类湿粘和水分偏高的物料,更值得注意。对于入机粒度,由于辊压机的压力高,对物料的破坏力强,当料床较薄时,柱钉辊面对原料粒度尤其比较敏感。为保证辊压机设备长期稳定运行,要求人料粒度控制在50mm以下,特别是砂岩、铁矿石等较硬的物料,更应严格控制入料粒度。
总的来看,辊压机挤压终粉磨系统相对于2#窑的立磨系统,具有以下高产节能优势。

(1)辊压机采用中高压料床粉碎,其一次挤压输入功的效率高,对物料的破坏力度大,粉碎效率高于立式磨。
(2)辊压机终粉磨系统采用的外循环机械输送,而成品是由专门的选粉机(V型气流分级机+高效选粉机)来完成,因此阻力小、需要的风量小,尤其在原料水分较低时,风量的大小只需满足选粉要求即可。与立磨相比,大大降低了循环风机和风路系统的配置、降低了选粉和风力输送物料的电耗。
(3)辊压机采用柱钉辊面的磨损小,能适应挤压硬度高、磨蚀性强的物料,对于通常硬度和磨蚀性的原料,其一次使用寿命可达到3万h以上免维护,因此,可以大大降低维修成本和节省检修期间的停窑时间。
根据国家最新的环保和节能减排政策,工业企业“双碳”、“限能”已成必然趋势。对各类球磨机粉磨系统而言,在原基础上实现“双降”的空间也许不大,而辊压机生料终粉磨、水泥联合粉磨等系统作为一种高效的节能系统,才是实现有效节能减排的最终途径,市场竞争力也才更强。
作者:韩修铭,段文虎,何龙
单位:中建材(合肥)粉体科技装备有限公司
湖州槐坎南方水泥有限公司
一手货源,随时看货,
优秀文章推荐

了解我们

1.公众号主要传递行业相关知识;
2.二手设备出售,整厂拆除,茶水丰厚;
3.免费发布招聘信息,传递更多就业机会;
4.已建技术交流群9个,乙方群3个,传递有价值信息;
编辑电话:19065257741(微信同步)欢迎进群。
点击?下方,关注我们。
