
很多工厂的生产线设计,还停留在 “先搭架子再凑工位” 的阶段:产能拍脑袋、工位乱排布、物流绕弯路,结果投产才发现效率低、换线慢、质量问题频发。其实,一条优秀的生产线,不是 “搭出来” 的,而是 “设计出来” 的。今天我们就拆解一套完整的生产线设计 18 步,从模式论证到管理运作,让每一步都有章可循。
一、模式论证:先定方向,再动手设计
生产线设计的第一步,不是画图纸,而是先通过数据论证,明确 “我们要做一条什么样的线”。
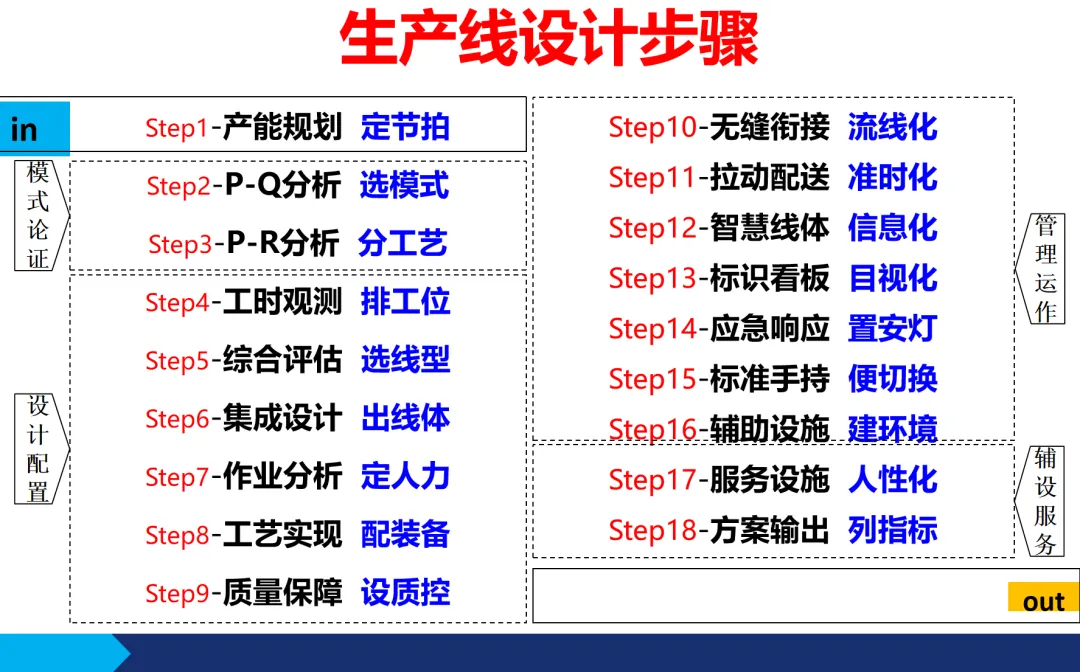
产能规划,定节拍:根据市场需求和未来规划,确定设计产能,再倒推生产节拍(比如每小时产出多少件),这是所有设计的核心基准。
P-Q 分析,选模式:通过产品 - 产量分析,判断是做 “大批量少品种” 的流水线,还是 “多品种小批量” 的柔性线,避免模式错配。
P-R 分析,分工艺:通过产品 - 工艺分析,梳理每个产品的工序流程,明确哪些工序可以合并、哪些必须拆分,为后续工位排布打基础。
这三步就像 “定战略”,方向错了,后面的设计再精细也没用。
二、设计配置:从 “线体” 到 “人、机、料” 的全维度落地
当模式明确后,就进入核心的设计配置阶段,把抽象的规划变成具体的线体:
工时观测,排工位:实测每个工序的标准工时,按照节拍分配工位,确保每个工位的作业时间均衡,避免瓶颈。
综合评估,选线型:根据工艺、产能和柔性需求,选择合适的线体类型(比如皮带线、倍速链、U 型线),兼顾效率和灵活性。
集成设计,出线体:把工艺、工位、线体整合起来,完成线体的整体布局设计,明确每个工位的位置和流向。
作业分析,定人力:分析每个工位的作业强度和复杂度,确定所需人数,避免人力浪费或过载。
工艺实现,配装备:为每个工位配置对应的工装夹具、设备,确保工艺要求能落地执行。
质量保障,设质控:在关键工序设置质量控制点,比如防错装置、检测工位,从源头减少不良品。
这 9 步是生产线的 “骨架”,每一步都要精准,才能保证线体高效运转。
三、管理运作:让生产线 “活” 起来,而不是 “死” 在图纸上
线体搭好后,还需要通过管理运作,让它真正高效运转起来:
无缝衔接,流线化:优化工序间的衔接,减少等待和搬运,让物料像水流一样顺畅流动。
拉动配送,准时化:用拉动信号(如看板)触发物料配送,实现 “按需送料”,避免线边库存堆积。
智慧线体,信息化:引入 MES、安灯系统等信息化工具,实时监控生产状态,快速响应异常。
标识看板,目视化:用看板、标识清晰展示生产进度、质量状态,让现场问题一目了然。
应急响应,置安灯:建立安灯系统,一旦出现异常,立即触发响应,避免问题扩大。
标准手持,便切换:设定标准手持量,优化换线流程,减少换线时间,提升柔性生产能力。
这 6 步是生产线的 “神经”,让线体从 “能生产” 变成 “会思考”。
四、辅设服务:让员工 “愿意干”,让生产 “更顺畅”
最后,还要通过辅助设施和服务,提升作业体验和生产环境:
辅助设施,建环境:设置物料架、工具柜、照明等辅助设施,让作业更便捷。
服务设施,人性化:配置休息区、饮水点、 ergonomic 工作台等,提升员工舒适度和满意度。
方案输出,列指标:把所有设计内容整理成方案,明确产能、效率、质量等核心指标,作为后续评估和优化的依据。
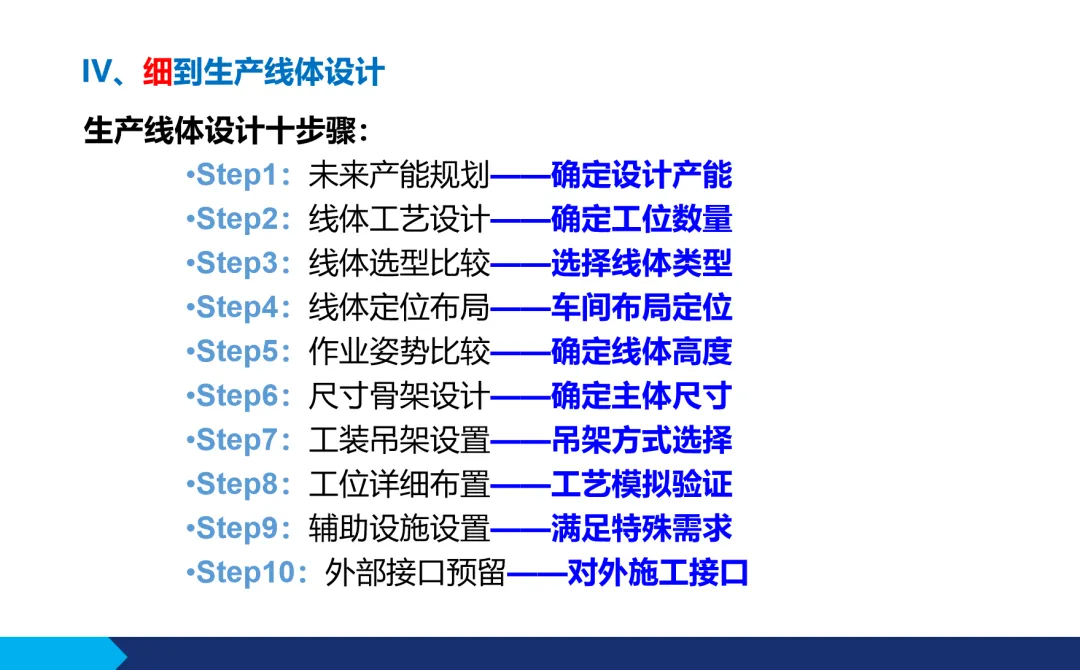
线体设计十步:把 “大线体” 拆成 “小细节”
在整体 18 步中,线体本身的设计还可以细化为 10 个关键步骤,确保每一个细节都到位:
未来产能规划 → 确定设计产能
线体工艺设计 → 确定工位数量
线体型比较 → 选择线体类型
线体定位布局 → 车间布局定位
作业姿势比较 → 确定线体高度
尺寸骨架设计 → 确定主体尺寸
工装吊架设置 → 吊架方式选择
工位详细布置 → 工艺模拟验证
辅助设施设置 → 满足特殊需求
外部接口预留 → 对外施工接口
写在最后
一条优秀的生产线,从来不是 “拍脑袋” 搭出来的,而是通过 18 步严谨设计,从模式到细节、从效率到体验的系统工程。它不仅是 “生产产品的工具”,更是 “精益管理的载体”。

加入知识星球获取更多工业工程专业知识,加入到工业工程知识星球99元,你可以获得众多模板和课件

微信号:13717195315
顾问实战常用的表格、模板、教材
持续更新中
