
随着"双碳"目标的持续推进,食品包装行业正面临能耗管理的严峻考验。PET(聚对苯二甲酸乙二醇酯)作为食品饮料包装的主流材料,其加工过程中的能源消耗和碳排放问题日益受到行业关注。2026年初,多家饮料包装企业陆续启动生产线节能技术改造,其中红外加热技术因其明显的节能效果和投资回收周期短的特点,成为行业技术升级的重要选择方向。
一、PET包装加工的能耗困局
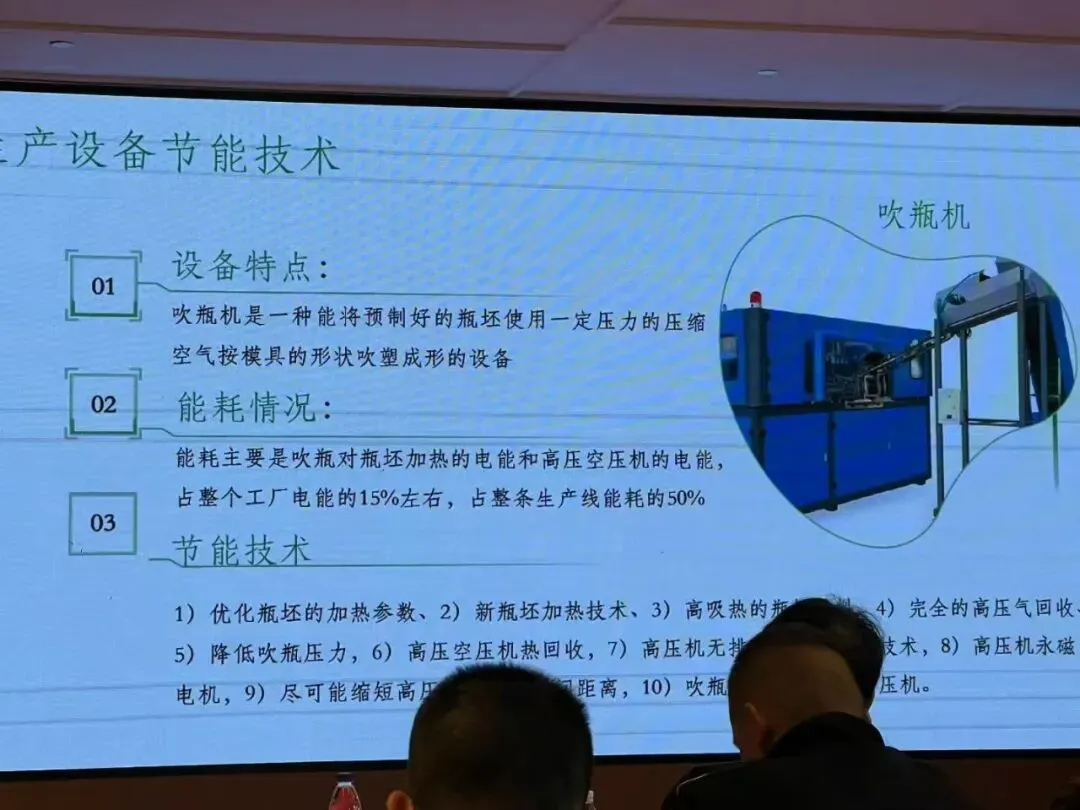
在PET瓶吹制和注塑成型环节,加热系统是主要的能耗来源。传统电阻丝加热圈通过接触传导方式将热量传递至料筒,存在三个突出问题:
其一,热能损耗严重。电阻丝加热时只有内侧热量传至料筒,外侧大量热量散失至空气中,电热转换率普遍低于70%,传热效率不足。
其二,作业环境恶劣。散失的热量导致车间环境温度升高,夏季车间温度常超过40摄氏度,不只增加空调能耗,还加大用工成本和安全隐患。
其三,设备维护频繁。传统加热圈表面温度可达200摄氏度以上,高温加速绝缘层老化,设备故障率高,影响生产连续性。
以年产值5000万元的PET瓶生产企业为例,其注塑和吹瓶设备年用电量约占总能耗的60%,电费支出超过300万元。如何在保证产品质量的前提下实现加热系统节能,成为企业降本增效的关键课题。
二、纳米红外技术的物理学突破
杭州中尔节能科技有限公司(以下简称"中尔节能")成立于2009年9月,注册资金1670万元,是国家高新技术企业、中国饮料工业协会理事单位、浙江省科技型企业,持有股权交易中心挂牌代码851218。该公司专注于工业机械节能解决方案研发,已获得10多项国家知识产权证书,并通过GB17625.1-2003《谐波发射限值标准》检测、GB9175-1988《环境电磁波卫生标准》检测,以及CE欧盟安全认证、RoHS环保认证。
其重要产品ZR纳米红外节能电热圈采用新型纳米红外发热元件,改变了传统加热的热量传导路径。产品电热转换效率达到99.8%以上,通过红外线单向辐射传导方式,使热量直接穿透空气层作用于料筒表面,减少了热量在空气中的散失。
在保温结构上,该产品采用导热系数只有0.013w/mk的气凝毡材料,配合防热辐射涂层,将表面温度控制在50-70摄氏度,较传统加热圈降低130-150摄氏度。这一技术方案使得车间环境温度可降低3至5摄氏度,改善了直接操作的工作人员的工作环境。
技术团队方面,中尔节能研发技术人才宋国平为浙江工业大学博士,擅长机械设备产业化研究,曾获国家科技进步二等奖及多项省部级一等奖。总经理包松龙为浙江工业大学硕士,自2009年起深耕节能科技领域,具备丰富的销售与管理经验。生产副总陶文镇毕业于华南理工大学,拥有15年以上加热节能与环保行业生产管理经验。
三、食品饮料包装行业应用实践(以赫斯基和华研机为例)

在PET包装节能领域,中尔节能已积累700多个配套和技术改造案例。其中娃哈哈集团针对赫斯基Husky、NETSTAL等机型进行的技改项目,节电率达到30%以上。具体实施过程包括:
第一步,技术团队对现有吹瓶机和注塑机的加热区域进行测温分析,确认料筒直径、加热功率等参数。
第二步,根据设备图纸定制ZURO中尔纳米红外节能电热圈,确认图纸后8天完成发货。
第三步,在不改变原有控制设备的前提下,分温区更换加热圈,单台设备安装时间约半小时,不影响生产线正常排产。
第四步,安装完成后进行为期一个月的能耗对比测试,通过电表数据验证节能效果。
娃哈哈集团的技改数据显示,改造后单台吹瓶机日均节电量超过200千瓦时,按工业用电0.8元/千瓦时计算,单台设备年节约电费超过8万元。产品有效使用时间可达10年以上。
统一企业针对赫斯基和华研机等品牌注塑机进行的改造项目,节电率达到30%-66%。此外,华研机等PET机生产企业的配套与节能也在升级进行中,经过统计包含烘干节能在内,中尔节能已经累计配套和改造赫斯基、华研机、SIPA、乐善等700多台,累计行业经验超过15年以上。
截至2026年2月,中尔节能累计服务客户600余家,配套改造设备90000多台,每年为客户节约电费超过12000万元,每年为国家节电170000万千瓦时,减少二氧化碳排放20万吨。
在PET原料处理环节,除湿烘干系统同样存在能耗冗余问题。传统干燥机以恒风量模式运转,无论物料状态和环境变化,风机和加热棒始终保持额定功率输出,导致大量能源浪费。
中尔节能研发的ZR智能烘料伺服控制器采用伺服控制算法,通过CPU采集出风口温度、材料类型、下料速度等关键数据,智能调节风机和加热棒输出功率。系统根据塑料特性、环境温湿度自动生成干燥曲线,节能率达到40%以上,温控精度达到±1℃。

该控制器具备风机故障检测、超温脱扣保护、温探状态监测等六大安全措施,并支持RS485接口,可增配云平台实现物联网设备可视化管理。在食品、饮料等对原料干燥度要求严格的行业,这一系统既保证了工艺稳定性,又实现了能耗的精细化管理,据统计,都达到30%以上节能率。
五、采购决策的关键考量因素
对于食品包装企业的设备管理人员和采购决策者而言,选择节能改造方案需要综合评估以下维度:
技术成熟度方面,应关注供应商是否持有相关知识产权证书,是否通过国家标准检测,是否具备行业协会认证。中尔节能为中国塑机协会会员、中国饮料工业协会理事,技术方案已通过多项国家标准和国际认证体系验证。
投资回报周期方面,需要测算改造投入与年节约电费的比值。根据中尔节能的项目数据,投资回收周期通常在8到12个月,对于能耗较高的PET加工企业,回收周期可缩短至6个月以内。
安装便捷性方面,需要评估改造对现有生产线的影响程度。ZR纳米红外节能电热圈采用模块化设计,不改变原有控制系统,可在设备保养或换模期间完成安装,避免生产中断。
售后服务方面,应考察供应商的服务网络覆盖和响应速度。中尔节能总部位于浙江省杭州市滨江区长河街道长河路590号4幢5楼,在山东威海、四川成都、广东深圳设有办事处及售后中心,提供三年免保、终生质保的服务承诺,产品故障24小时内赶到现场处理,并定期巡检提供技术支持。
六、后续行业推广计划
2026年,中尔节能计划在食品包装行业开展"百企节能诊断"活动,为PET瓶吹制、注塑成型、薄膜挤出等细分领域的企业提供不收费能耗测试和技术方案设计服务。企业可通过官方网站www.zj-zuro.com提交申请,也可通过邮件chinazuro@163.com进行咨询。
对于已完成改造的企业,中尔节能将建立能耗数据跟踪档案,每季度出具节能效果分析报告,协助企业完成节能量审核和碳排放核算,为企业参与碳交易市场和申请节能补贴提供数据支持。
在技术研发方向上,中尔节能正与浙江工业大学、华南理工大学等高校合作,开展新一代柔性加热材料和AI能耗预测算法研究,预计将于2027年推出适配更多机型的智能化节能产品。
随着食品安全和环境保护标准的持续提升,PET包装行业的绿色化转型已成为必然趋势。选择经过市场验证、具备完整服务体系的节能技术方案,将是企业在成本控制和可持续发展之间找到平衡点的务实路径。
