
前言
某公司于2011年10月建成投产5000t/d熟料生产线。面对激烈的市场竞争,该公司为提产降耗、降本增效,于2016年、对生产线进行了系统提升改造。在现场调研和热工标定的基础上,制定了有针对性的系统改造方案,并于2016年底停窑改造,本文对此作一介绍。
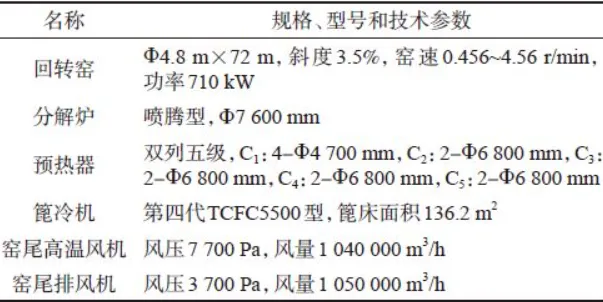
1.1 主机配置
该线的主机配置见表1。
表1 主机配置
1.2 原燃料情况
生产线采用高镁原料配料,熟料MgO含量高,一般在5%左右,采用优质烟煤。煤粉工业分析见表2,生料和熟料分析见表3。
表2 煤粉工业分析

表3 生料和熟料全分析(%)

1.3 标定测试结果
(1)系统熟料产量约5200~5300t/d,C1出口负压-5996Pa,出口温度366℃。
(2)窑尾袋除尘器至尾排风机进口阻力很大,尾排风机基本用满,考虑系统漏风及生料磨冷风等情况,尾排风机设计风量1050000m³/h,是十分紧张的。
(3)二次风温1000℃左右,偏低。
(4)分解炉基本不存在后燃烧的情况,因此换热对预热器出口温度的影响较大,建议提高预热器风管的换热效率。
(5)现场测得高温风机进口压力-7685Pa,风量约973000m³/h。
(6)窑头测试结果见图1和图2。
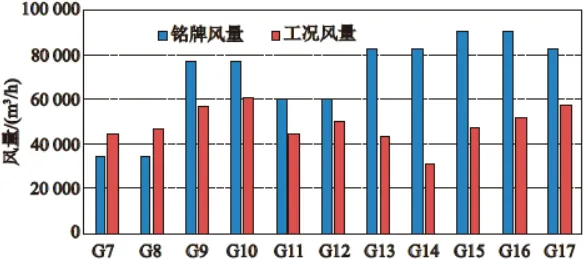
图1 铭牌风量和工况风量对比
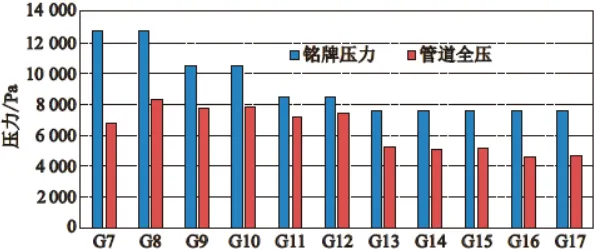
图2 铭牌风压和工况风压对比
从测试数据看,单位熟料鼓风量为2.49Nm³/kg,鼓风量较大,出冷却机熟料温度约为80℃。固定斜坡风机G7及二室风机G8、G9风压偏小,G7、G8风量偏大,说明斜坡处堆料高度较小,容易被吹穿,风与熟料的热交换时间较短,不能充分换热冷却熟料,不利于二、三次风温的提升,严重影响热回收。需要针对斜坡进行局部优化。四室风机G13,五室风机G14、G15,六室风机G16、G17风室风机风压低,风量偏大,这是高温段冷却不好但出冷却机熟料温度低的原因。
2.1 窑尾改造
2.1.1 撒料盒改造
为提高风管换热效果,需要改善撒料装置撒料效果。从现场看,撒料盒调整空间很小,为此,不调整撒料盒外形尺寸,只更换撒料板布置,具体改造见图3,红色线条为改造后的撒料板。
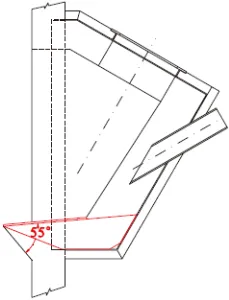
图3 撒料板更换
2.1.2 烟室改造
为改善窑内通风,将烟室a、b处尺寸(见图4)进行扩大,a处尺寸由2400mm扩大至2500mm,b处尺寸由1950mm扩大至2500mm,更换现有的窑尾烟室,并相应配套更换窑尾密封。更换后通风面积变大,特别是对窑内通风影响较大的烟室斜坡处最小距离增大。
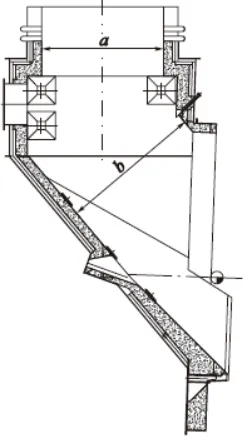
图4 烟室截面扩大
2.2 分解炉改造
将分解炉出风口宽度加宽,加大分解炉主炉至C5连接管道的出口面积,见图5所示(虚线为改造前结构,红色线条为改后结构),以降低该处的出口风速和局部阻力损失。
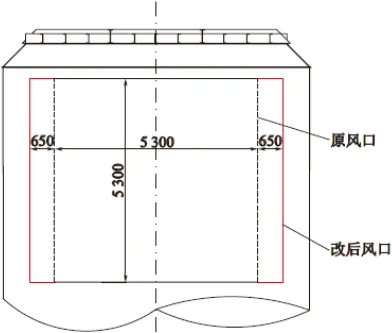
图5 分解炉出风口扩大示意
2.3 C2风口改造
C2压损A列1300Pa,B列1600Pa,较正常值偏大很多,进行降低压损的改造,将C3至C2风管风口加宽500mm,见图6所示(虚线为改造前结构,红色线条为改后结构),增大C2进风口面积。
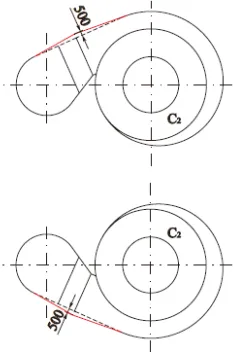
图6 C2风口加大示意
2.4 冷却机下料斜坡改造
2.4.1 下料斜坡改造
调整篦冷机下料斜坡角度为12°(原角度15°),保证熟料在下料斜坡的堆料高度,减少篦冷机一室风机的吹透窜风,达到提高二、三次风温的效果。
2.4.2 斜坡篦板改造
之前使用传统斜坡篦板,风穿过篦板后竖直向上进入熟料。换用Coanda-effect篦板,风室内的风穿过篦板后几乎水平进入熟料。一方面,由于喷射气流高速流过篦板表面,对热熟料和篦板起隔热层作用,篦板温度基本在30~40℃;另一方面,水平进入熟料的冷却风,在熟料中行走的路径更长,冷却风与熟料的热交换时间更长,热交换更充分,从而提高热回收效率。Coanda-effect篦板仿真模拟见图7。
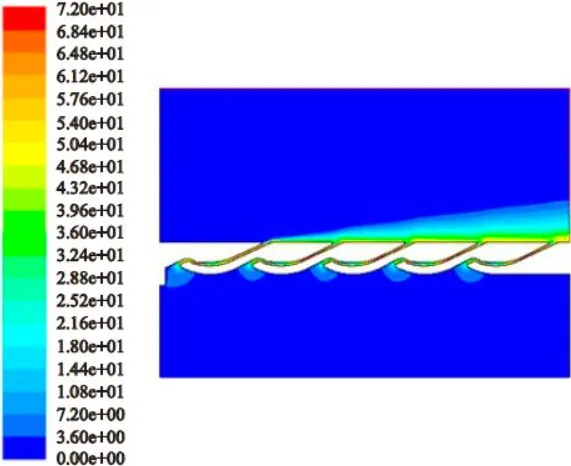
图7 Coanda-effect篦板仿真模拟
2.5 风机改造
(1)改前C1出口负压较大,高温风机进口风压-7685Pa,风量约973263m³/h,过高的压损压缩了高温风机的拉风能力,导致电耗增加。为降低系统阻力,提高风机拉风能力,配合窑尾技改,决定更换为风压7200Pa,风量960000m³/h的高温风机。
(2)考虑系统漏风及生料磨冷风等情况,改前尾排风机设计风量较小,提产后如不加大风量,会限制产量的提升。更换为风压3200Pa,风量1100000m³/h的尾排风机。
改前尾排风机进口阻力高,分析后发现管道风速高,管道布置不太合理,本次改造将原管道直径由3.8m增大为4.5m。
以上改造方案实施后,自2017年4月投料运行以来,窑熟料产量增至5850t/d左右,熟料综合电耗降低约8kWh/t,熟料标准煤耗降低约10kg/t。改造后篦冷机运行情况良好,二次风温基本达到1150℃以上,篦冷机出料温度在100℃以下,对熟料强度和余热发电量均未产生不良影响,目前未发现堆雪人现象。达到了提产降耗的目的,企业运行成本得到大幅降低,增强了企业的市场竞争力。
水 泥 活 动 推 荐
