谈生产线平衡率
作者:本站编辑
2026-02-26 19:08:20
12
谈生产线平衡率
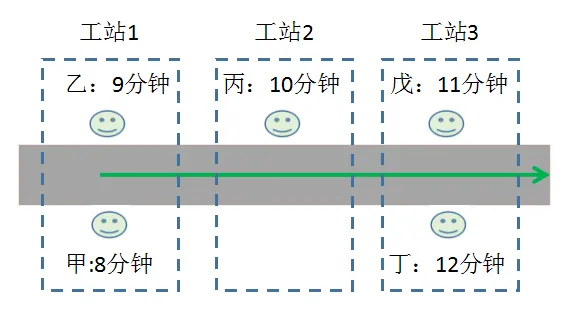
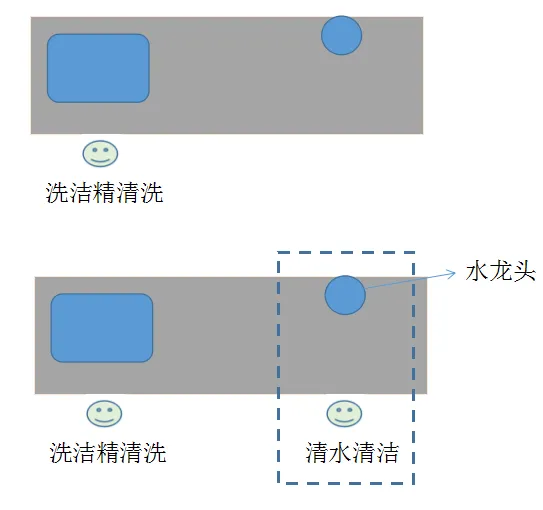
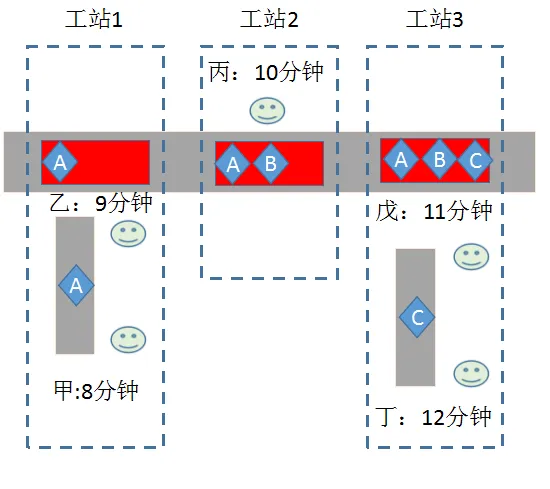
在一些资料,包括知乎上看到在讨论平衡率的计算公式如何计算的问题,以下先截图一下知乎上的一个提问: “站位”这个概念是按工序流程划分的,不管作业员是不是在一个临近的“场地空间”,如前述洗碗的例子,假设洗碗场地如下: 因为场地限制,只能做这样的布置,但是,在工站划分上,依然是2个洗洁精清洗的作业员是工站1,清水清洁的作业员是工站2。 首先需谈论一个前提,按着这样的布置,通常的理解是,因为工站1和工站3的耗时比较长,所以要安排两个人作业,这其实已经是“平衡率”这个概念的直观经验应用,我们日常生活中也经常在使用,比如洗碗,用洗洁精洗第一次耗时比较久,而用清水洗第二次则很快,因此一般在那种大饭店或者专业做寿宴的团队,洗碗这个活就要分配很多人去做,他们大致也会根据经验耗时去安排人手,洗第一次的人多一些,洗第二次人少一些,只不过没有细化并且精确到秒钟级的工时测量,试想,如果这是一个“洗碗公司”,每天需洗掉几万甚至几十万只碗,那么就有必要去精确的细化每个洗碗动作的工时,精准的排布人手工位等等,并且提炼出生产线平衡率这个概念来持续的管控和提升效率。 回到上题,我个人理解提问者的意思的隐含前提是工站1甲乙两人是各自独立作业的,他们干的是完全相同的活,只不过因为个人操作熟练度的原因导致分别要8分钟和9分钟,以这个为前提的话,工站1这个站点的平均产能就应该是:60分钟/(60分钟/8分钟+60分钟/9分钟)=4.24分钟/个,同理工站3的平均产能就应该是:5.74分钟/个;而工站2的产能是:10分钟/个;故该生产线平衡率是: (4.24+5.74+10)/(3*10)=66.6% 当然,按照这个假设前提,工时时间的设定就显得不太合理,此处只讨论公式的计算问题,因此先忽略该问题。 按照这个计算,提问者认为的两种计算方式都是错误的。但是,如果修改一下假设前提,如:甲乙丙丁戊做的是不同的活,并且是依次按工序流程作业的,那么实际上就不是3个站位了,而是5个站位,这样的话,平衡率就是这样计算: 再假设,甲的作业是给乙的作业做预制工作,丁的作业也是给戊的作业做预制工作,就是说甲乙和丁戊构成了一个“支线”,那么这条支线的产能节拍同理依然是按“瓶颈”工序,即乙的9分钟,和戊的12分钟,举例说明如下: 工站123分别是给产品安装零件ABC,但是A零件和C零件在安装前需要进行检查作业,分别由甲和丁完成,那么该生产线平衡率的计算就是: 但是,这里的86.11%是“主生产线的”平衡率,即以“红色模块”为核心,没有包括甲乙丙丁戊五个人组成的整个生产线,平衡率这个概念的目的是要反应生产线的每个作业单元的负荷度均衡情况,逐步调整,使用其达到一个大致的平衡,因此,可做这样的调整 (1)假定检查和安装零件A都由一个人完成,需耗时17分钟,安排甲乙两人去作业,则工站1平均是8.5分钟,同理,检查和安装零件C需耗时23分钟,安排丁戊两人作业,平均是11.5分钟;则平衡率是: (8.5+10+11.5)/(3*11.5)=86.96%(2)新导入一个工时利用率的概念,即5个人每天工作(600分钟): 该生产线600分钟可生产出产品数50个,其他人都只需按照50个的目标去作业,即存在多余的工时: 5个人每天上班600分钟,总计就是3000分钟的工时,但是有效工时只有3000-(200+150+100+0+50)=2500分钟;则工时利用率就是: 2500/3000=83.33%;(即(8+9+10+11+12)/(5*12)) 工时利用率和产线平衡率在数值上是大致相当的,但是概念不同,产线平衡率是反应工序工站之间的产能是否均衡,工序之间会不会有WIP堆积,但是不反应工站内部的作业是否均衡,而工时利用率就是反应整个生产线的全部作业单元是否均衡,使用者需自行根据情况使用即可。