棒材生产线改造为双高棒模式的工艺探讨
摘要:首钢长治钢铁公司轧钢厂现有棒材生产线设计年产100万t,其中Φ12~Φ22mm规格棒材采用切分工艺生产。在棒材生产线现有轧机及冷床工艺不变的条件下,提出在现有精轧机与冷床之间增加双线各6架轧机及高速上钢装置,Φ12~Φ22mm规格采用两切分+双高棒模式,Φ25~Φ40mm规格仍采用现有单线轧制工艺,从而实现Φ12~Φ22mm规格产品的产量和质量双提升。棒材(钢筋)生产采用切分技术后,中小规格产品产量得到大幅度提升。首钢长治钢铁公司(全文简称 “首钢长钢”)轧钢厂原连轧产线(21架轧机,1986年从意大利引进的二手设备)最早于2002年采用二切分技术生产Φ12mm轧带肋钢筋,是国内较早成功自主开发切分技术的厂家,采用切分技术后,其产能由设计年产18万t提升至36万t以上[ 1] 。2018年首钢 长钢成功将双高线的北线改造成高速棒材及高线的复合生产线,直条Φ12 mm钢筋采用高速棒材模式生产,经实际运行,发现高速棒材比多线切分生产小规格热轧带肋钢筋有明显优势:一是高速棒材的精轧机采用碳化钨辊环,产品外观表面质量比多线切分优良;二是高速棒材生产的产品尺寸精度高,成品负偏差控制精准,相对于多线切分,其成材率可提高0.6个百分点;三是高速棒材比多线切分工艺更稳定,工艺跑钢故障少。鉴于高速棒材生产钢筋中小规格产品的优势,近4年内,国内新上钢筋产线大多数采用高速棒材模式。此外,为了突破单线高棒产量相比多线切分低的劣势,近2年内国内新建少数产线出现二切分+双线高棒的工艺布置模式,成功将切分和高速棒 的优点结合起来,产量可达150万t以上。首钢长钢现有的设计年产100万t棒材产线于2011年建成投 产,经多年优化改进,目前Φ12~Φ14mm钢筋采用四切分工艺、Φ16~Φ18mm钢筋采用三切分工艺、Φ20~Φ22mm钢筋采用二切分工艺,Φ25mm以上产 品采用单线生产工艺,最高年产达到135万t。为发挥该产线的能力和节约投资,可尝试将产线改造成二切分+双线高棒的工艺布置模式,使其具备年产160万t的能力。该棒材生产线由18架轧机组成,分为粗轧(Φ550mm×4+Φ450 mm×2)、中轧(Φ450mm×4+Φ350mm×2)及精轧(Φ350mm×6)三个机组,精轧机组由6架轧机组成,其中16号和18号机架为平立可转换轧机,满足切分轧制,中轧后、精轧后、3号倍尺剪后均配置控冷装置。现有工艺布置简图如图 1所示。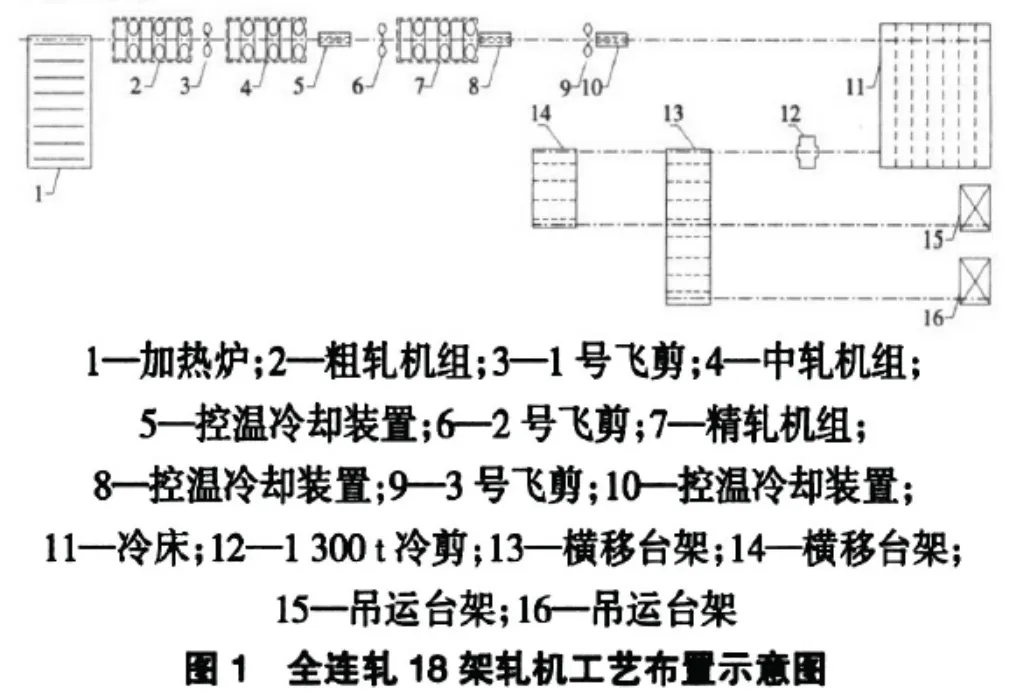
高速精轧改造方案是在现有的精轧机组和冷床之间的轧制线两侧布置2套高速轧制设备,每套设备包括控温水冷装置、夹送辊、4号飞剪及碎断剪、高棒精轧机(330顶交模块轧机2×2)、控温水冷装置、夹送辊、5号飞剪及卡断剪、减径机架(330顶交模块轧机2架)、成品后控温水冷装置、夹送辊及高速飞剪、制动辊、转毂,工艺布置如下页图2所示。6架高速轧机产品范围为Φ12~Φ22mm,轧制速度最大为38m/s。大规格Φ25~Φ40mm棒材采用现有的辊道和裙板上冷床。轧制中小规格时轧件在现有的6架精轧机上切分为两线来给后面高速轧机供料。2.2改造方案二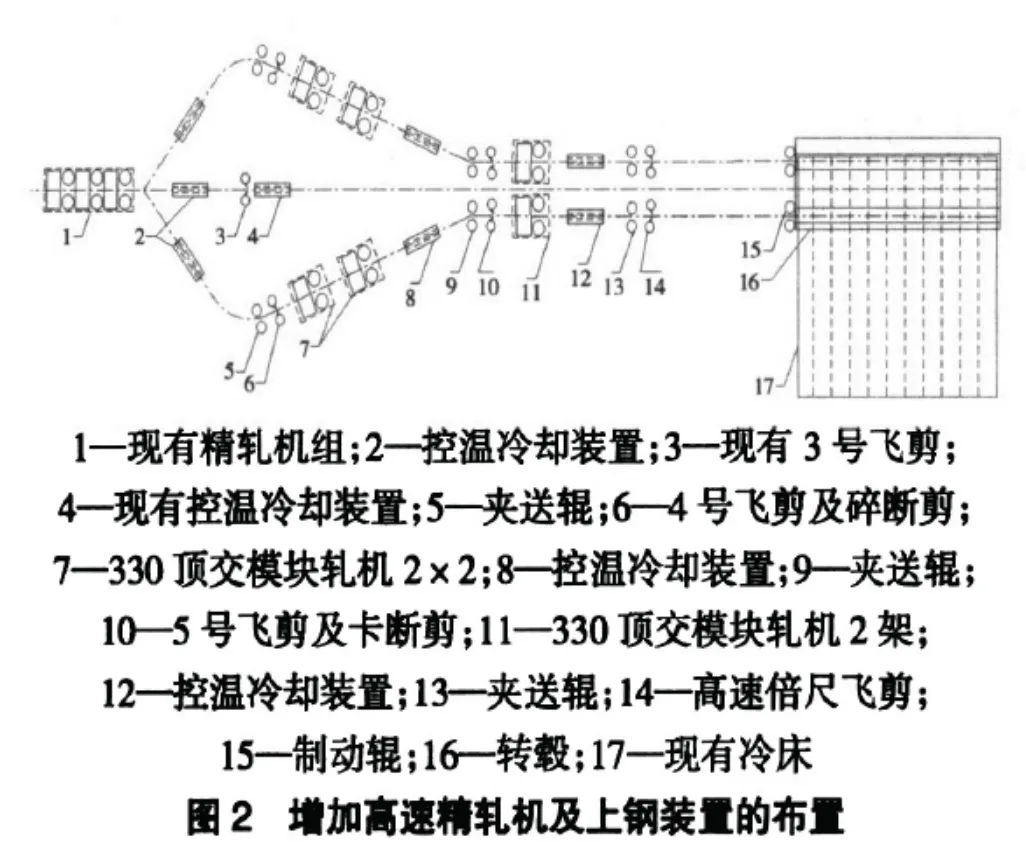
高速精轧改造方案是在现有的精轧机组和冷床之间的轧制线两侧布置2套高速轧制设备,每套设备包括夹送辊、控温水冷装置、4号飞剪及碎断剪、高棒精轧机(330顶交模块轧机2×2)、控温冷却装置、夹送辊、5号飞剪及卡断剪、减径机架(330顶交模块轧机2架)、成品后控温水冷装置、夹送辊及高速飞剪、制动辊、转毂,工艺布置如图3所示。6架高速轧机产品范围为Φ12~Φ22mm,轧制速度最大为38m/s。大规格Φ25~Φ40mm棒材走现有的辊道和裙板上冷床。轧制中小规格时轧件在现有的6架精轧机上切分为两线经大回转通道给后面高速轧机供料。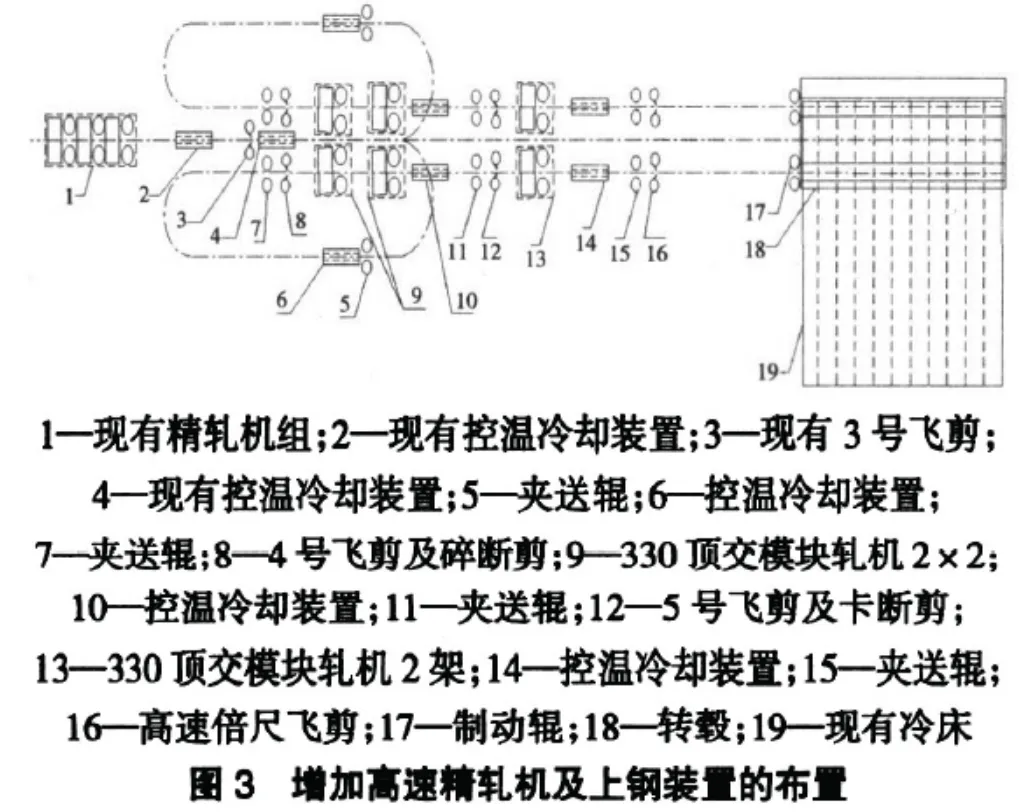
从理论上分析,改造方案一及改造方案二均能实现二切分+双线高棒改造目标,但由于该棒材现有工艺布置的精轧机末架到冷床距离仅为112.5m,基于考虑低温轧制和获得更好的成品性能以及改造投资尽可能少的情况,方案二更适合目前的改造条件,因为通过回转大通道,现有精轧机末架到双模块高速轧机的距离比方案一增加了至少40m左右,从而有更多的空间用于布置最后一组顶交模块轧机、高速 倍尺飞剪以及制动辊。此外,经初步了解,新建切分+双高棒模式产线,其切分轧机到冷床的距离基本在200m以上。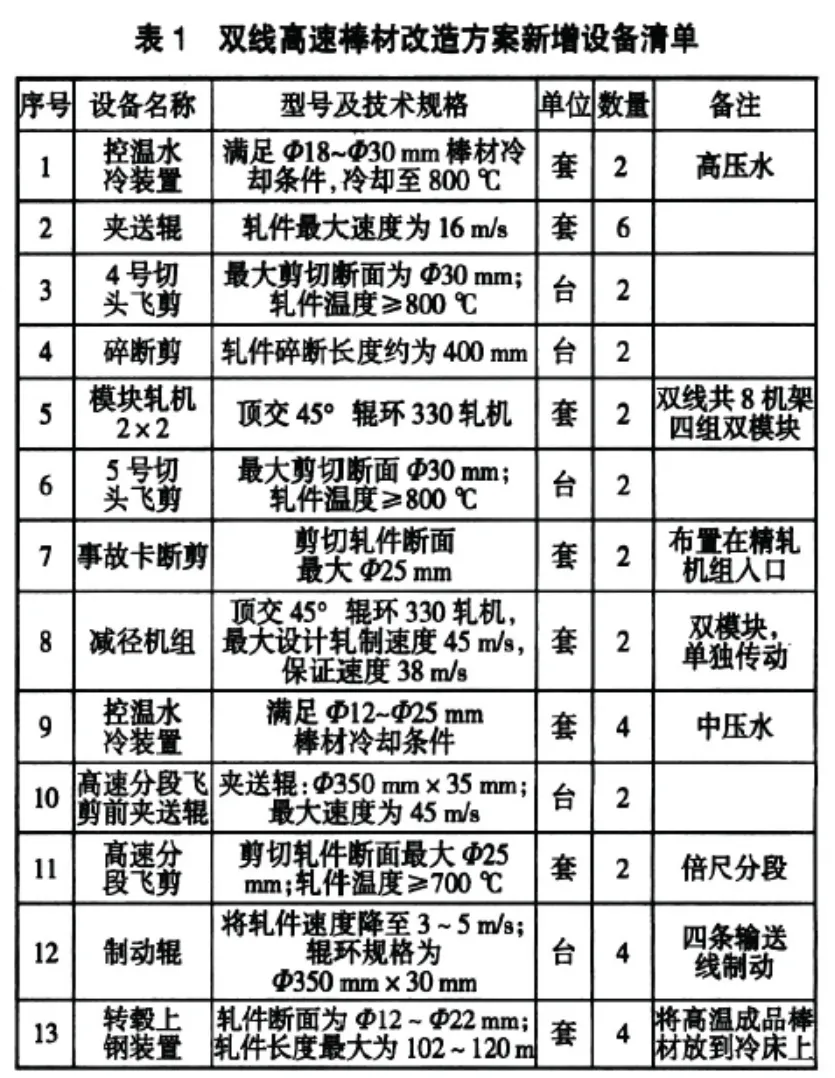
以现有150mm×150mm×12000mm连铸坯计算产量,改造前后的孔型系统分别列于表2和表3中。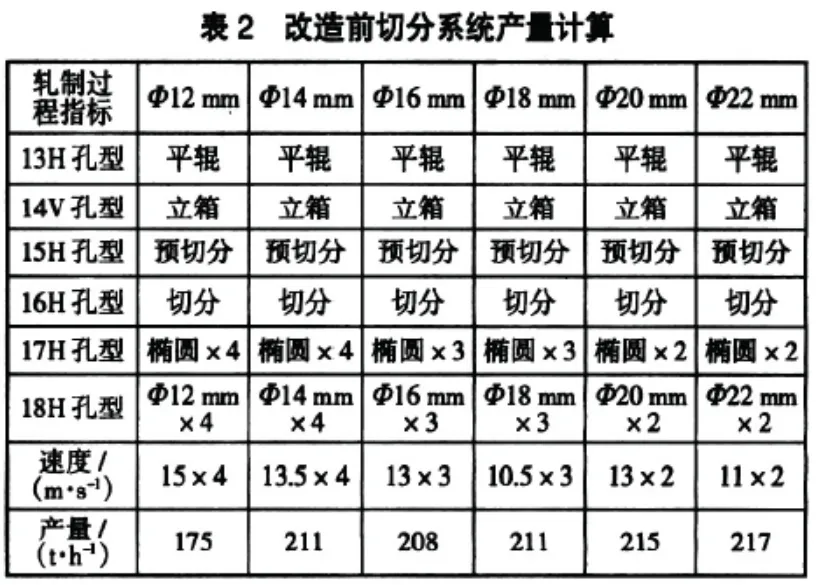
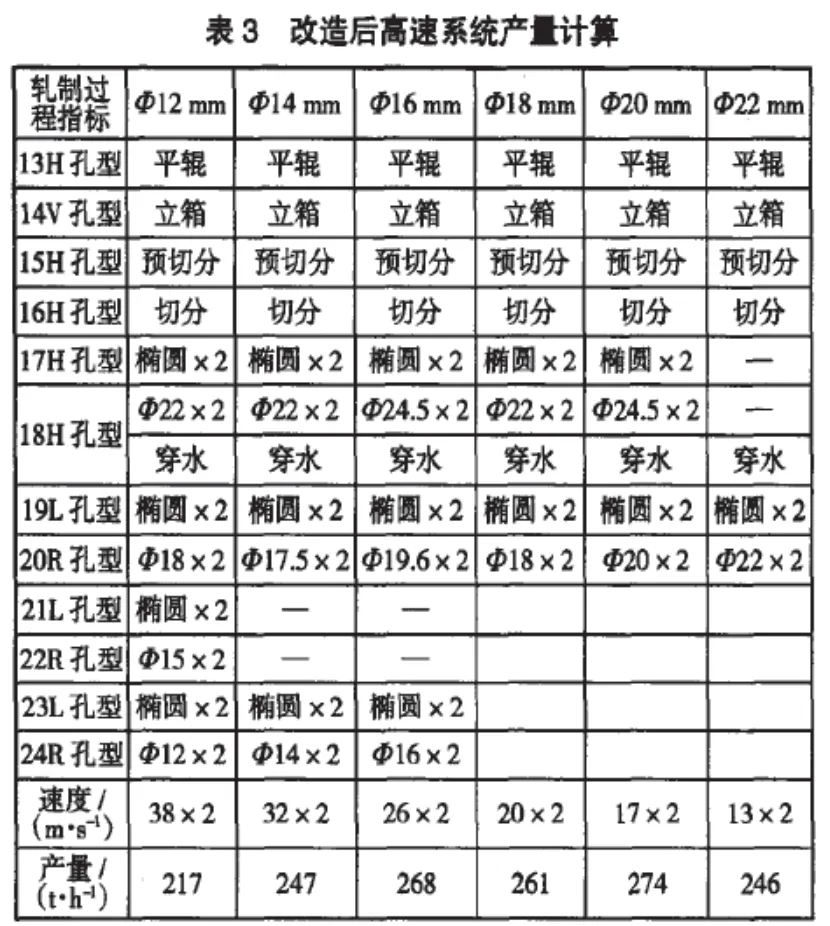
由以上计算可以看出,精轧机组能力有较大提高,如加热炉及粗、中轧机组能力允许,则整个生产线改造后的产量将提高13%~27%。一是成材率效益:由于新增的精轧机单线轧制,产品精度高,负偏差控制精准,成材率较多线切分生产可提高0.5%以上,按年产160万t计算,其中受益的中小规格棒材(Φ12~Φ22mm)约占60%,为96万t,可多出合格品0.48万t,产品按4000元/t计算,多出的效益约1920万元。二是产量提高效益:按中小规格棒材年提高15万t计算,产品利润按100元/t计算, 则年增加效益1500万元。此外,因采用控制轧制工艺可降低棒材的合金含量,但目前首钢长钢热轧带肋钢筋采用微合金化工艺生产,此部分效益不做计算。再者,由于高速单线轧制较多线切分轧制上冷床棒材成品长度长,定尺率有一定提高,这也有一部分额外增加的效益。对表1中所列设备及配套的公辅设施、建安费用进行投资估算分别为:工艺设备3000万元;液压、润滑设备200万元;电气自动化1800万元;水处理站400万元;建安费用2000万元。改造费用合计为7400万元。由以上计算可以看出,采用双线高速棒材的模式改造,项目的投资回收期约为2.16年。1)双线高速棒材改造模式由于没有改变现有主体设备的布局,可以边生产边施工,停产时间短。2)采用单线轧制出成品,产品精度高,尺寸公差控制稳定,实现较大的负差交货,从而给企业带来更大的效益。3)采用全部国产化设备进行改造,投资约7400万元,约2.16年可收回全部投资。4)首钢长钢公司轧钢棒材单线产量从20世纪80年代末18万t突破到当前改造后160万t,单条棒线产量提升8倍以上,这其实是改革开放后钢铁工业快速发展的一个缩影,即从引进到自主消化吸收,再到自主创新发展,最后超越领先西方老牌工业强国!参考文献 [1]程知松,余伟,徐言东.年产100万t棒材生产线低成本改造模式探讨[J].轧钢,2020,37(6):57-60.版权声明:本文来源:《山西冶金》,由 #轧钢之家 整理发布,版权归原作者所有。转载请注明来源;文章内容如有偏颇,敬请各位指正;如标错来源或侵权,请跟我们联系。欢迎关注微信公众号#轧钢之家 ID:zhagangzhijia,欢迎合作:15092009951。