本课题则详细设计一款基于PLC的玻璃生产流水线控制系统,通过进行玻璃生产流水线结构设计,明确玻璃生产流水线控制系统总体方案。以西门子1200PLC作为玻璃生产线控制系统的核心控制模块,由此进行变频器选型、传感器选型以及触摸屏选型,采用485实现通信,通过伺服电机实现入料、输送以及出料等多种运动方式。在此基础上,利用西门子1200PLC配套编程软件博图进行系统程序流程图与PLC梯形图的编写,最后进行玻璃生产流水线控制系统的仿真分析,结果显示,本课题设计的玻璃生产流水线控制系统控制效果良好,有着一定的实际应用价值。
关键词:PLC;玻璃生产;流水线;控制系统
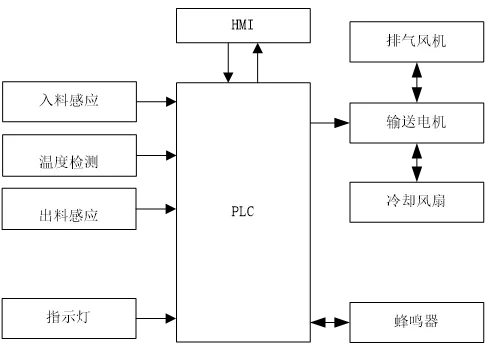
图2.6系统组成框图
基于西门子S7-1200系列PLC控制的钢化玻璃生产线控制系统的控制程序包括以下几个主要方面:系统启动时进行急停、启动条件、停止条件和手动/自动模式选择的判断;在生产线操作中实现入料感应、加热过程控制、排气风机和冷却风扇的启动以及出料感应;针对可能发生的故障情况,进行入料输送故障、加热启动A和B故障、排风电机和冷却电机故障的检测和指示;最终系统运行结束。具体来说,系统通过检测各个输入信号来判断系统状态,并通过相应的输出信号来控制设备的启停和指示灯的亮起,实现对生产线的自动化控制和故障监测。整个控制程序旨在确保生产线的正常运行和故障时能够及时发现并指示问题,从而提高生产效率和安全性。
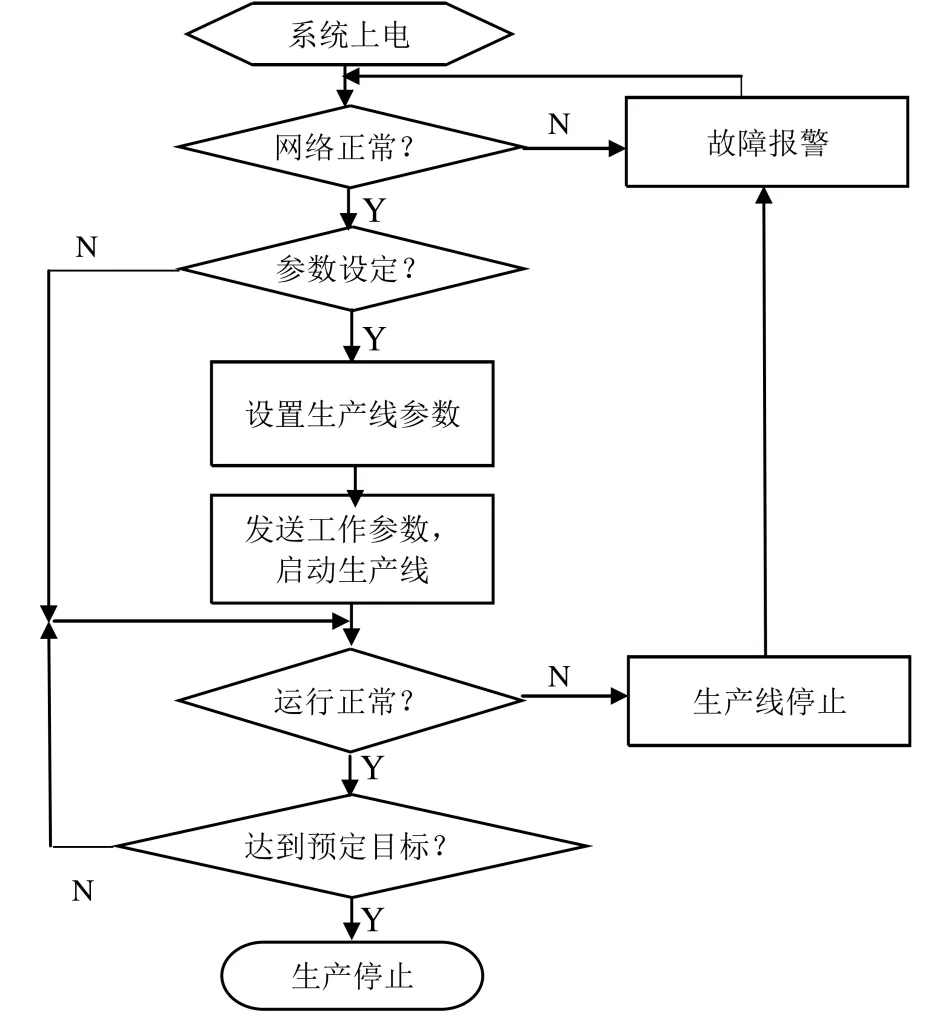
图4.4 系统主程序流程图