
酿造酱油5立方旋转式蒸锅6米圆盘制曲生产线操作规程
1、 目的
本文件规定了线的安全操作规程。
2、 范围
本规程适用于蒸煮制曲生产线操作。
3、 职责
设备责任人负责生产线的操作及日常保养,设备部负责维护管理,建立维修档案。
4、操作程序
4.1设备运行前检查
4.1.1每次运行前必须检查配套水、电、(气、蒸汽压力0.5Mpa以上)管路是否正常,确认圆盘喷雾水压0.2Mpa,喷雾气压0.3Mpa,喷雾状态正常,任何异常不允许生产。
4.1.2检查蒸煮送入原料设备,熟料入盘,出曲等工序正常,根据生产要求,协调好工序准备工作后,方可开机。
4.1.3原料处理/蒸煮/制曲生产工序,要严格按照工艺数据设定运转,工艺数据公司技术部门写入制定,操作人员一般不允许修改,生产中特殊需要改动,要作好记录及时上报。
4.1.4设备开机前的清洁,符合生产工艺要求后方可生产。
4.1.5开启控制柜总电源:将主控配电柜内总开关拨至ON状态。根据柜内标注签将各分路(漏电)断路器推到ON状态,(该操作为新设备首次使用前通电操作,后续仅操作总开关即可)开机显示屏将显示如下界面。
蒸煮/圆盘初始画面:输入123456密码进入
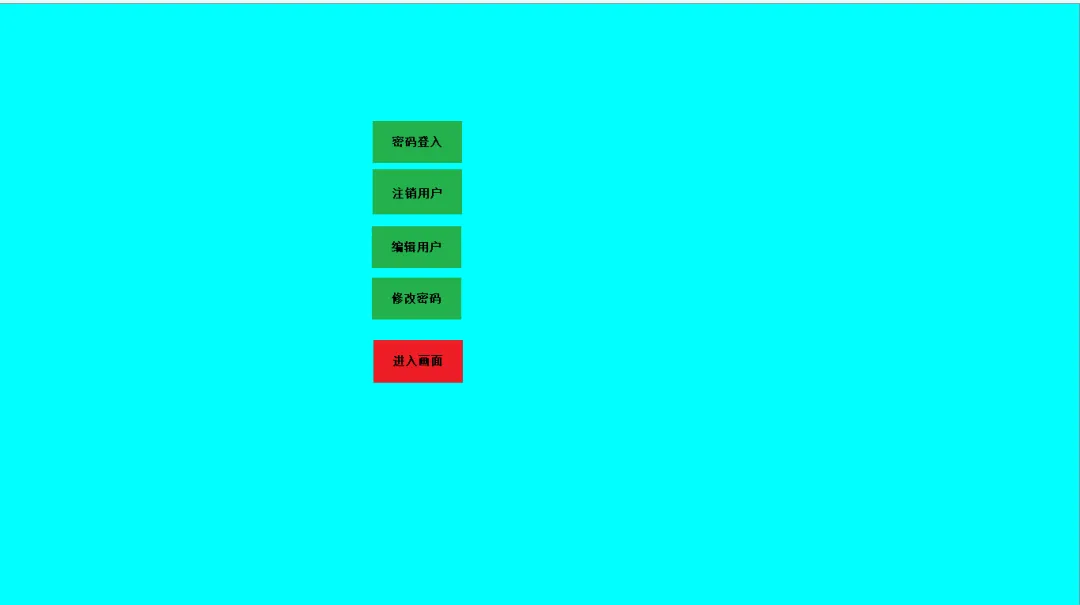
蒸煮画面
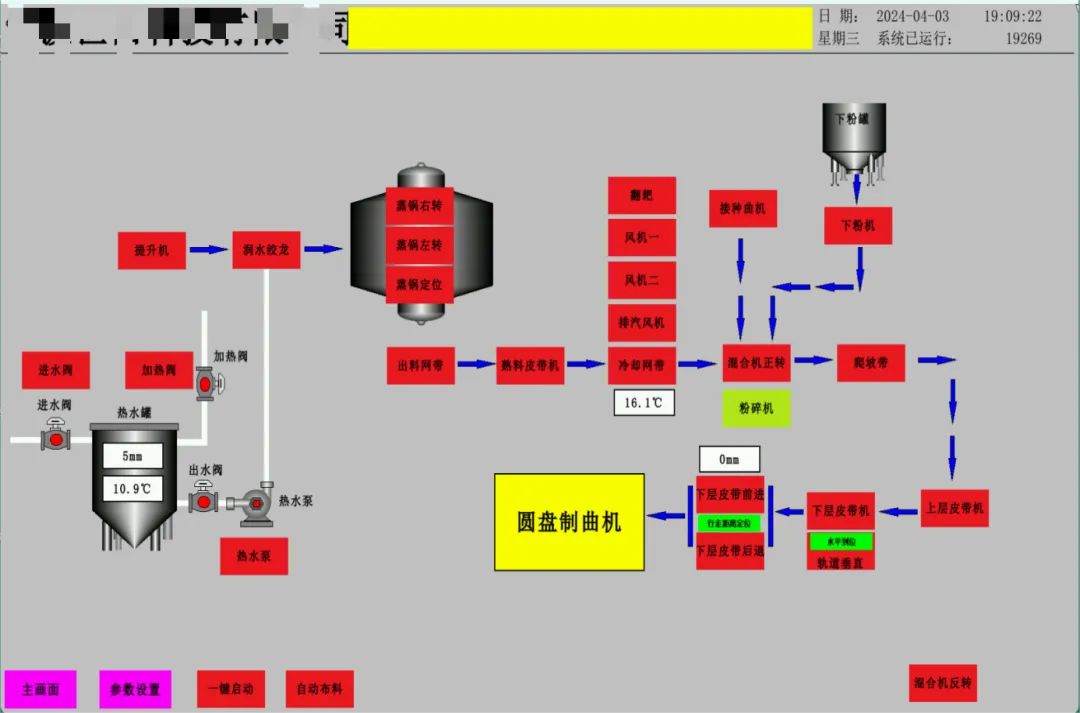
5立方蒸锅,每一批投料1.2~1.3吨,润水温度80~85度,蒸煮压力0.18~0.2Mpa。
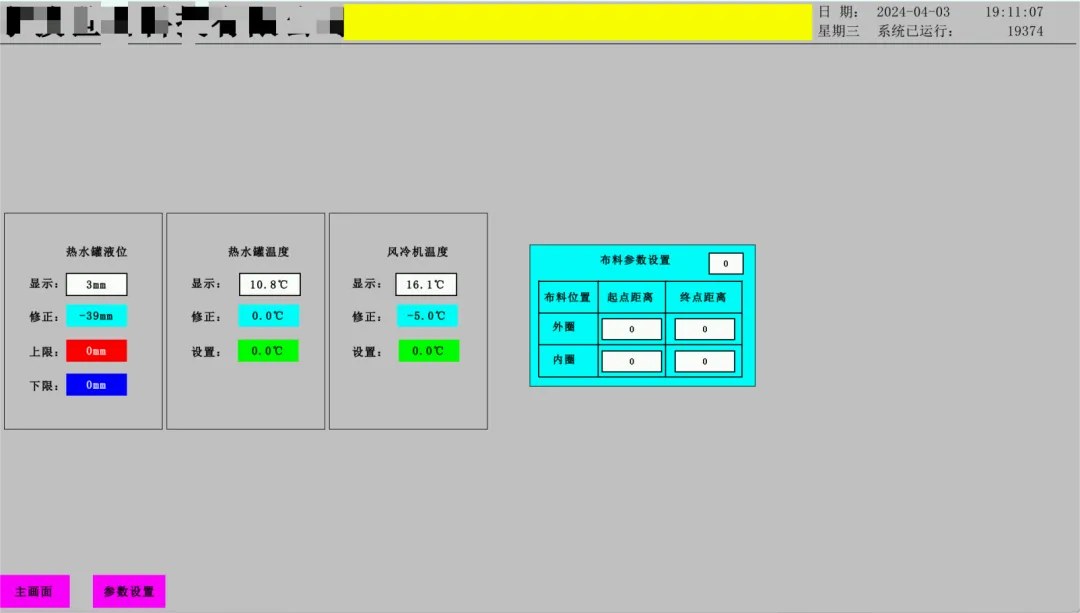
6米圆盘入料3.5~4吨混合料,厚度370~400毫米。
蒸煮热水罐温度控制/熟料冷却温度显示画面
蒸煮出料/圆盘进料画面
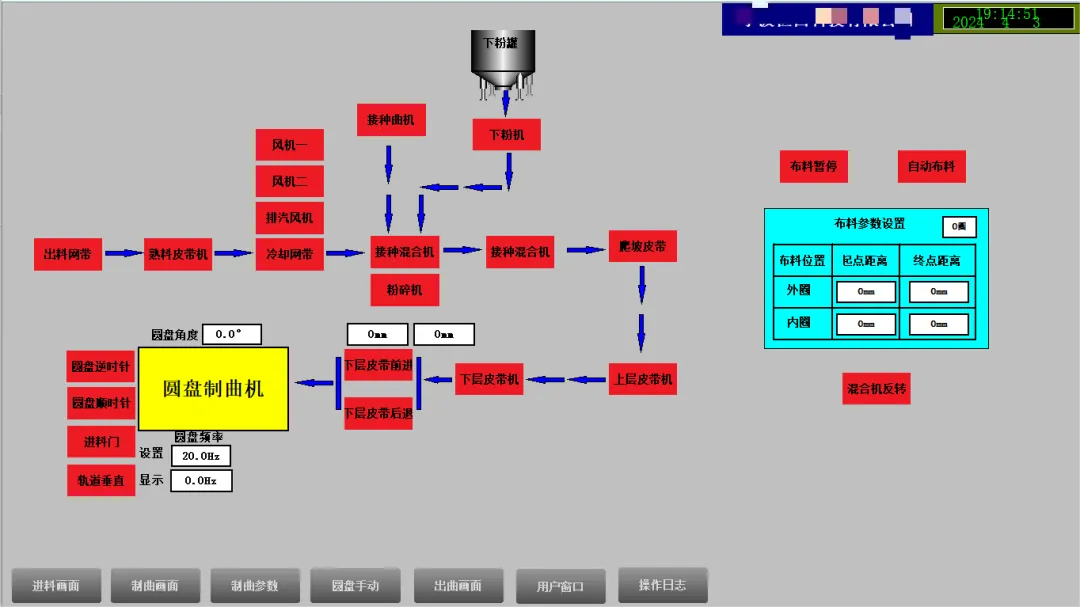
圆盘制曲画面
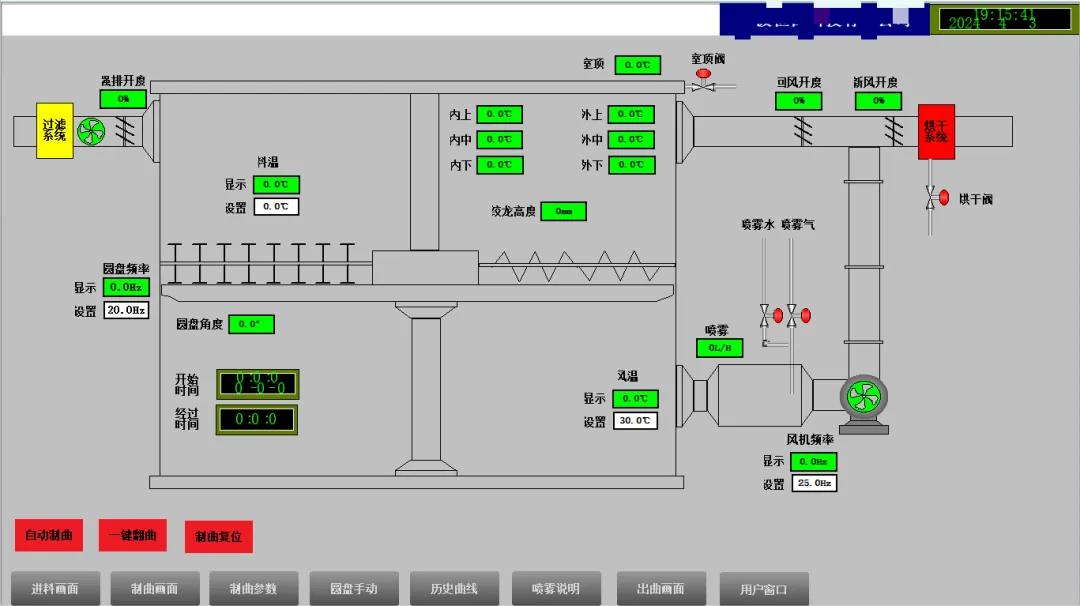
制曲参数输入画面
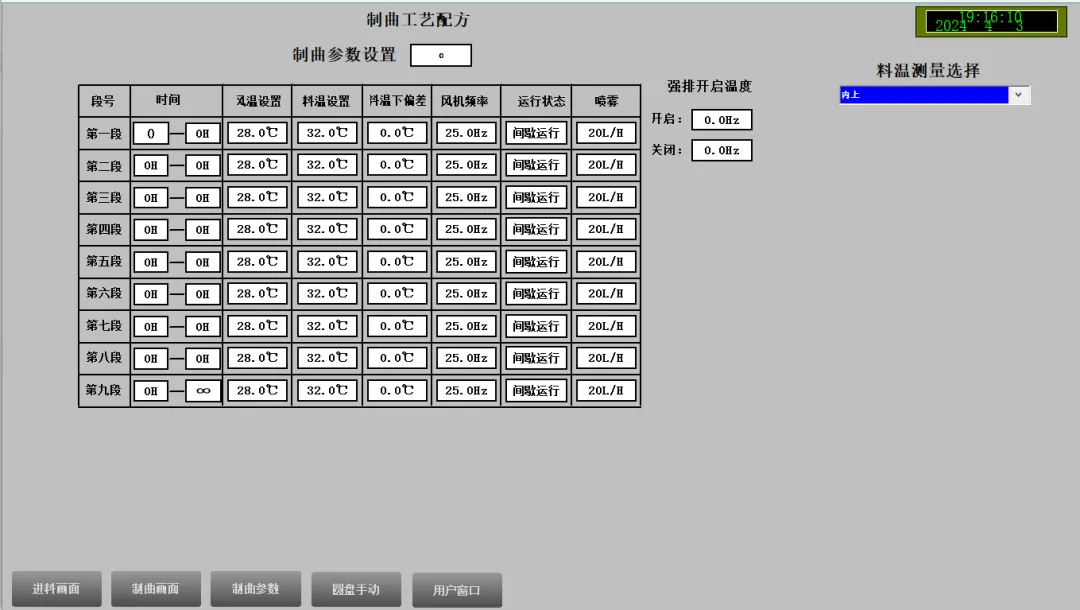
酱油酿造通常采用40~48小时的制曲工艺,也就是俗称的“三日曲”,
1、静置培养(孢子发芽期):6~10小时后,料层开始起热,开始通循环风或问歇通风。
2、一翻(菌丝繁殖期):制曲约12~16小时,中温30-32°C(上中下温差≥4°C)曲料发白结块,升温加快,降温困难,此时要加大新风量,随着菌丝的生长肉眼已能看到白色菌丝,停循环风,进行第一次翻曲翻后曲料水分44-46%。
3、二翻(菌丝繁殖期):18-24小时,中温32-33°C(上中下温差≥4°C)根据曲料品温上升和收缩、裂缝的状况,翻后曲料水分41-43%。
4、三翻(菌丝繁殖期):28-34小时,中温27-30°C(上中下温差≥4°C)根据曲料品温上升和收缩、裂缝的状况,翻后曲料水分32-35%。
4、后期培养(孢子着生期):通过工艺条件的控制23-25°C,使曲霉菌生长成熟,合理控制孢子着生期的曲料温度,因为发酵过程所需的多种酶类主要在此阶段产生。
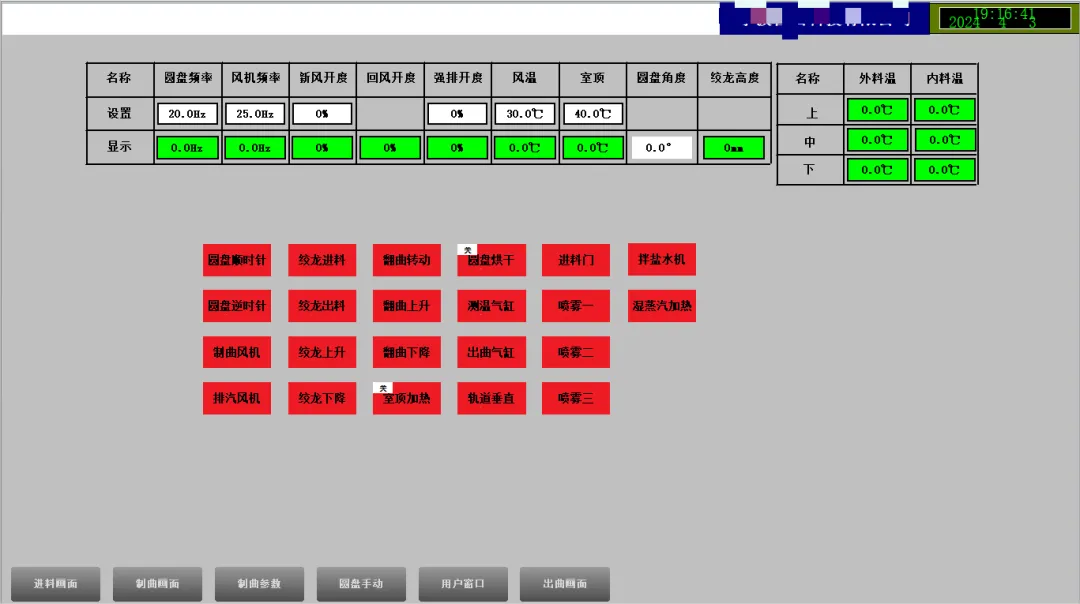
圆盘手动画面
圆盘出曲画面

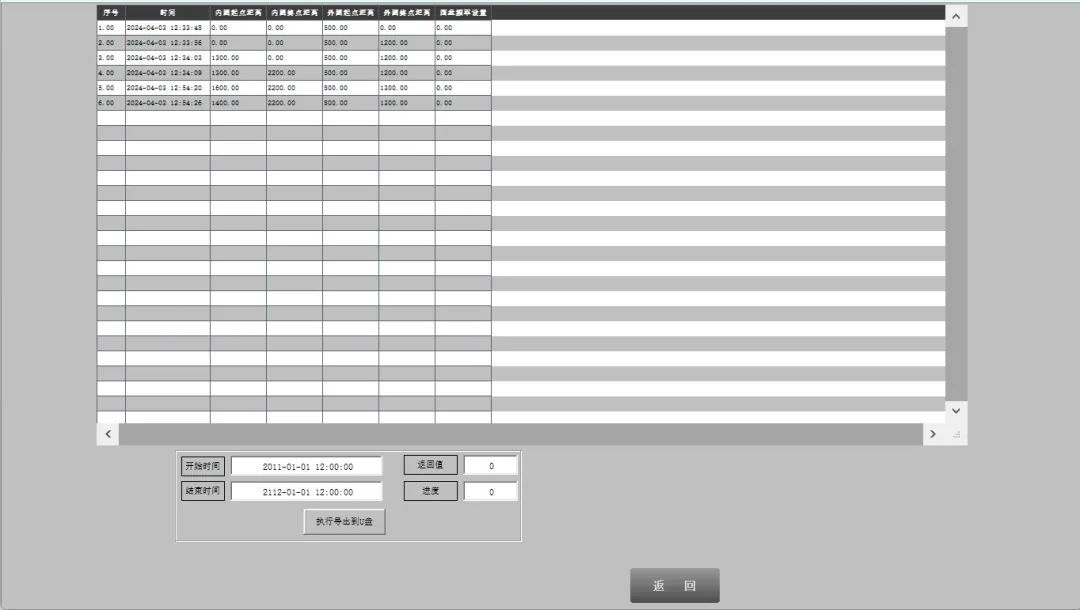
生产记录画面
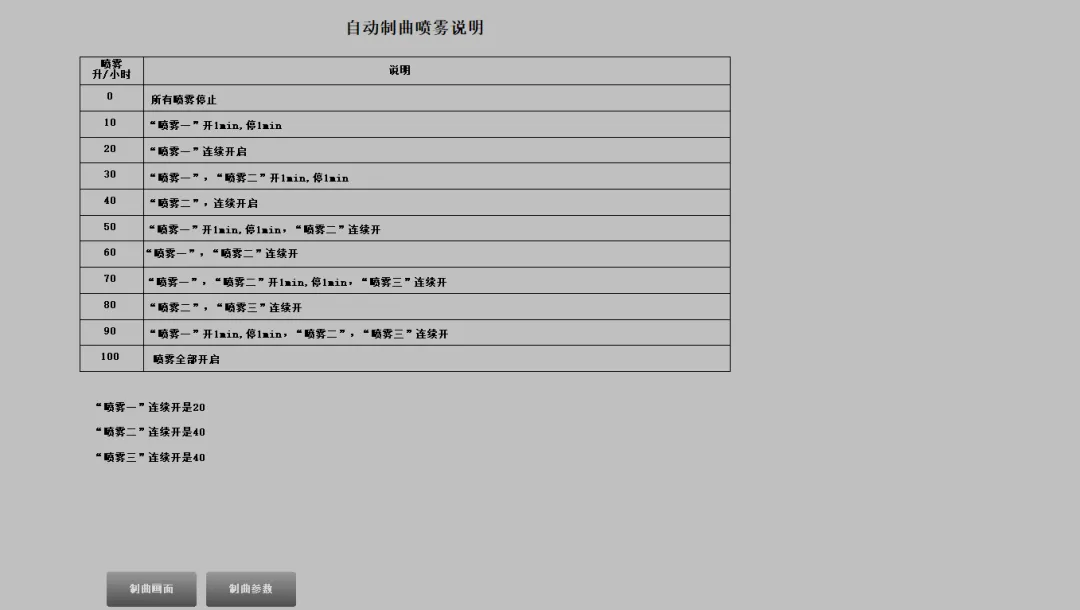
喷雾参数画面。
注意事项:
1.生产间确保提升机入料,皮带输送机运输的通畅性,避免堵料堆料现象,否则会影响设备运行。
2.设备带座轴承,每6个月加注润滑脂一次,加注高温美孚润滑脂。
3.提升机皮/皮带输送机涨紧,每6个月检查一次,防止跑偏,打滑影响设备运行。
4.圆盘喷雾,每一批料生产前必须检查一次
5.蒸煮锅预热排冷操作(只有第一锅需要),目的是锅体预热,排除管道内冷水。
