
---对于饥饿喂料的熔体喂料挤出机而言,主要问题在于设定计量段螺槽的深度。本文将描述如何解决此问题。
一些共混改性生产线采用双螺杆挤出机或连续混炼机进行配混操作,随后连接一台熔体喂料的单螺杆挤出机为造粒提供物料增压。图1的示意图展示了一种典型配置。
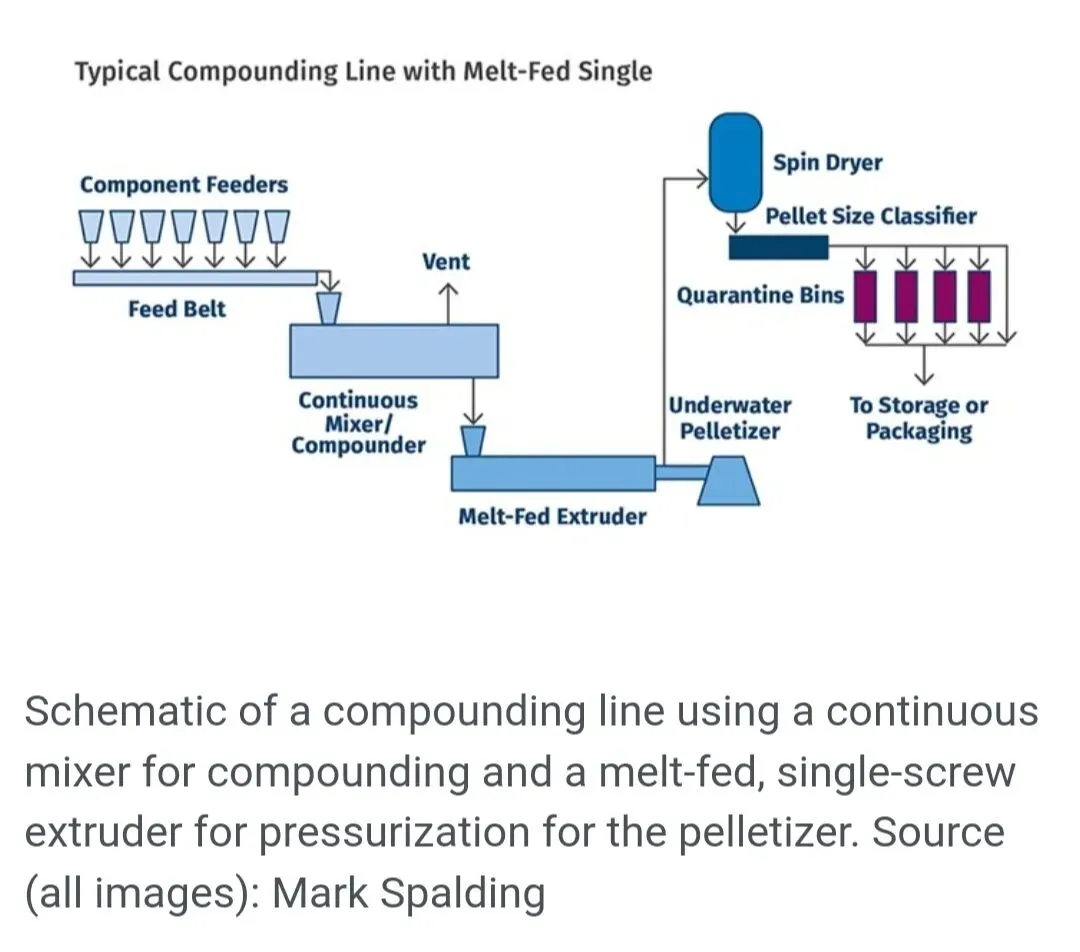
在此配置中,各种原料经计量后输送到传送带上,然后送入双螺杆挤出机或连续混炼机进行配混。该工艺的速率由喂料器控制,而最大速率则由配混机控制。也就是说,通常逐渐提高速率,直到配混机运行在接近最大扭矩限制。
接下来,配混机的出料通过重力落入单螺杆挤出机的进料口。单螺杆挤出机以饥饿喂料方式运行,因此配混物料不会在料斗中堆积。压力沿螺杆长度方向逐渐增加,产生足以驱动切粒机的压力。单螺杆挤出机绝不应成为生产线的速率控制环节。
单螺杆挤出机在进料口压力为零,而在驱动切粒机时需要有相对较高的排出压力。因此,挤出机会产生一个正的轴向压力梯度。这个梯度会降低工艺的比速率。挤出机在保持速率的同时产生压力的能力,主要取决于计量段螺槽深度、压力梯度和树脂的粘度。
对于饥饿喂料的熔体喂料挤出机而言,主要问题在于设定计量段螺槽的深度。本文将描述一条配混生产线,该线配有一台直径为15英寸的增压单螺杆挤出机。这台挤出机的螺杆计量段螺槽深度为1.73英寸。此螺槽过深,无法有效地泵送和为造粒所需对树脂进行增压。
对于这台螺杆,挤出机只能在螺杆转速15转/分钟下以3,280磅/小时的速率运行,比速率为219磅/(小时·转/分钟)。较低的比速率导致出口温度过高,致使一种阻燃化学品添加剂降解。对于这种树脂和阻燃化学品,最大允许的出口温度约为180°C。
这个问题在图2中有所体现。对于0.7至1英寸之间的计量段螺槽深度,比速率随螺槽深度增加几乎呈线性增长。这是因为特定旋转速率随螺槽深度线性增加。特定旋转速率就是螺杆的比速率,它由螺杆的旋转决定。也就是说,不存在施加的压力梯度。历史上,特定旋转速率被称为特定拖曳速率。
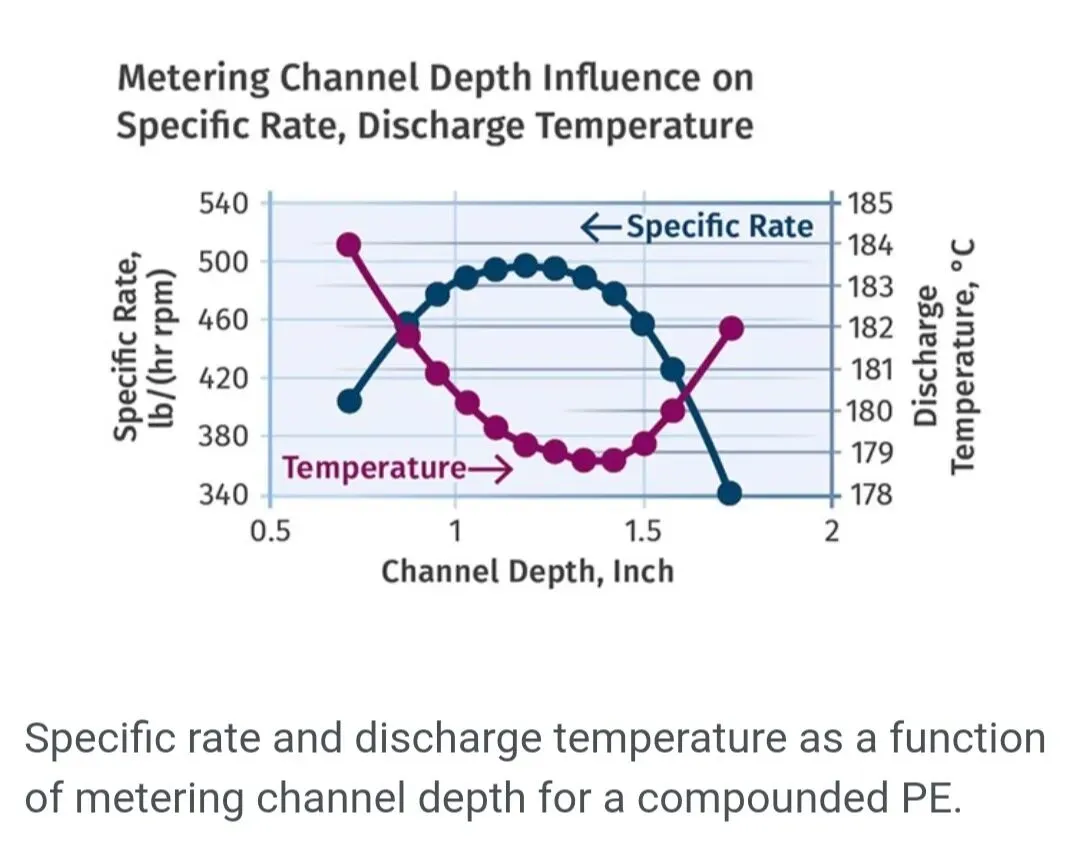
如前所述,螺杆螺槽中存在一个施加的正轴向压力梯度。这是因为进入进料段的物料压力为零,而由于切粒机的要求,排出压力相对较高。这个压力梯度降低了挤出机的比速率。此外,比速率随计量段螺槽深度的立方关系减小。这就是为什么比速率在螺槽深度约1.18英寸处达到最大值。
在更深的螺槽深度下,由于螺槽深度的立方函数关系,比速率随着深度增加而快速下降。图2是针对一种与阻燃化学品添加剂配混的聚乙烯,在8,500磅/小时的速率和3,000 psi的排出压力下,通过数值模拟创建的。
物料的出口温度也在图2中提供。此处,温度在计量段螺槽深度接近1.30英寸时具有最小值179°C。回想一下,最大比速率出现在螺槽深度接近1.18英寸处。出口温度通常与比速率相关。也就是说,随着比速率增加,出口温度降低。在图2中螺槽过深和过浅的两端,出口温度较高,分别为184°C和182°C。在182°C时,部分阻燃化学品已经开始降解。
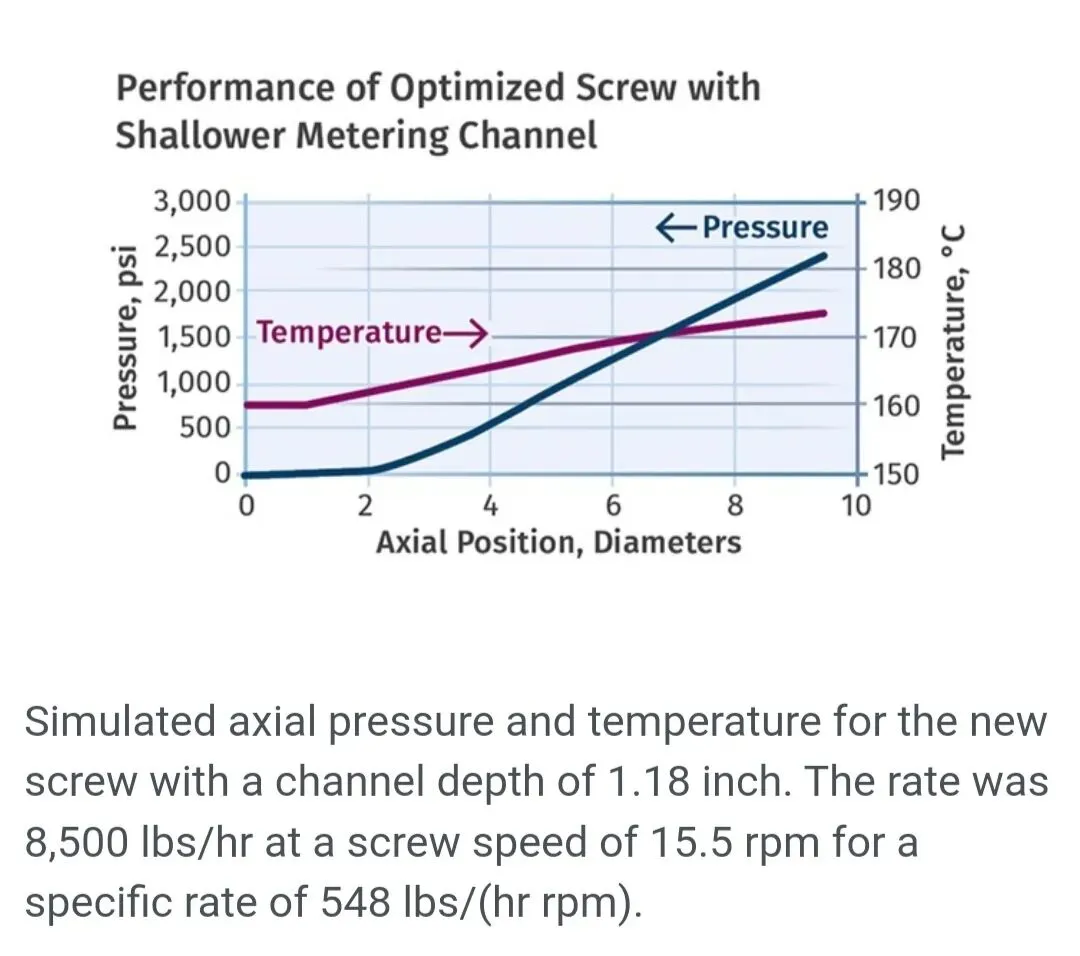
随后,制作了一根新的螺杆,其计量段螺槽深度较浅,为最佳深度1.18英寸。图3展示了该螺杆设计的轴向压力和温度分布模拟结果。模拟表明,新螺杆应能在螺杆转速15.5转/分钟下泵送8,500磅/小时,比速率为548磅/(小时·转/分钟)。这个速率是原螺杆速率的2.5倍以上。
如图3所示,在螺杆的进料口处压力为零,排出压力为2,400 psi,形成了正的轴向压力梯度。如前所述,这个正压力梯度与螺槽深度共同决定了该树脂的比速率。模拟的出口温度为174°C,这个温度足够低,可以防止阻燃化学品降解。
用于造粒的熔体喂料挤出机绝不应成为工艺的速率限制步骤。相反,配混过程中转子的扭矩才应该是速率限制步骤。本文介绍的熔体喂料单螺杆挤出机之所以成为速率限制步骤,是因为其出口温度必须低于180°C。在更高的温度下,阻燃化学品开始降解。最佳螺槽深度通常出现在比速率最高处。大多数螺杆设计者都了解如何为这个最佳计量段螺槽深度进行设计。
可以略微增加螺杆的导程,以提供更高的比速率,同时避免计量段螺槽过深而对正轴向压力梯度过于敏感。例如,原15英寸直径螺杆的导程等于直径,而优化后的螺杆导程增加到直径的1.2倍。导程的增加使特定旋转速率提高了18%。
此外,优化螺槽的计量段深度通常在直径的6%到8%之间,具体取决于树脂的粘度、计量段的轴向长度以及排出压力。例如,原螺杆的螺槽深度为直径的11.8%,而优化后的螺杆深度为直径的7.8%。
本文介绍的优化螺杆需要电机提供额外的扭矩。如果工艺无法提供额外的扭矩,则无法进行此项优化。大多数螺杆设计者都了解这个问题,并会常规检查扭矩需求。
------
关于作者: Mark A. Spalding是美国密歇根州米德兰市陶氏公司包装与特种塑料及碳氢化合物研发部的研究员。在陶氏工作的39年里,他专注于聚合物工艺的开发、设计和故障排除,特别是单螺杆挤出领域。他与Gregory Campbell合著了《单螺杆挤出机的分析与故障排除》一书。联系方式:989-636-9849;maspalding@dow.com;dow.com。
