
我们所说的杀口感是指饮用啤酒时,啤酒中溶解的大量二氧化碳在口中分散逸出,口内感到麻舌,从而产生新鲜、刺激、舒适的感觉。啤酒的杀口感主要由啤酒中充分溶入的二氧化碳和合理的物质组成引起,二氧化碳必须在啤酒中牢固结合,使啤酒注入杯中后,不会很快消失,可以一直保留到口中才逸出!

酵母自然产生的二氧化碳与加压进去的二氧化碳效果是不一样的,因为酵母和蛋白质、二级代谢产物的存在,啤酒的泡沫会细腻很多,带给人的观感和口感很不一样。而加压的二氧化碳则是粗大的气泡,逸出很快,在非常短的时间内就没了。
啤酒中CO2含量。啤酒中的CO2含量越高,啤酒的杀口力越强,啤酒要想具有较强的杀口力,CO2含量至少要大于0.50%(m/m)。CO2含量主要经过发酵贮酒过程中温度与压力的控制来完成。
另外,在滤酒和灌装过程也要控制好温度与压力,减少啤酒中CO2的损失。
CO2饱和时间。发酵过程中低温贮酒时间越长,CO2与啤酒中胶体物质分离越结实,杀口力越强。为到达CO2的稳定分离,0--~﹣1℃贮酒至少要到达1周。
二氧化碳与啤酒的关系非常密切,啤酒中的二氧化碳不仅有利于形成均匀的泡沫,赋于啤酒杀口的感觉,有利于防止啤酒氧化,而且还能起到使部分酒花树脂析出使啤酒的苦味更加细腻柔和和抑制杂菌污染的作用,啤酒中没有二氧化碳,啤酒充其量只是一杯苦水。啤酒中二氧化碳低了,会影响啤酒的起泡性和泡持性,泡沫很快会消失,口味也变得平淡了些。但啤酒中二氧化碳含量高了也不好。在啤酒生产过程中,要控制啤酒中的二氧化碳含量在一个适当的范围内,对啤酒质量和降低酒损、瓶损都有好处。啤酒酿造过程中,通过对封罐糖度、罐压、发酵液温度、贮酒时间的控制使啤酒的二氧化碳在一个适当的范围内;灌装过程中控制瓶装啤酒漏气也是控制二氧化碳含量的一个方面。
啤酒国标中规定二氧化碳含量为(0.35~0.65)%(质量分数),过高或过低都不好

影响CO2溶解度的因数
1、二氧化碳溶解度与温度的关系:温度控制愈高,二氧化碳溶解度愈低,在等压条件下,温度每提升1度,二氧化碳含量减少0.01%。
2、二氧化碳溶解度与储酒压力的关系:储酒压力的大小直接影响二氧化碳的溶解度,二 者关系成正比
3、碳酸可与酒精越作用形成酯类,酒精含量越高.转化成酯类就越多,二氧化碳损耗就越大。
4、储酒时间发酵时间长,二氧化碳溶解度就好,溶解就越稳定,所以在旺季酒紧张时,也要保证酒的储存时间,这不但对二氧化碳的溶解,对酒的稳定性也有好处。
生产过程中提高二氧化碳溶解度的措施
1、适当提高零贮期间发酵罐压力至0.13~0.15MPa,增加发酵液中二氧化碳含量。冬季气温低,发酵酒龄长,各阶段压力控制可以旺季低0.01~0.02Mpa。
2、维修人员定期检查罐顶安全阀、真空阀、各种阀门垫片的密封性和压力表的状况。
3、控制罐压要考虑酵母排放时压力的变化。发酵液降至0 ℃后, 化验室对二氧化碳含量进行检验。车间根据检验结果及时进行排压和补压操作。
4、考虑到发酵罐自身液柱的压力,每罐进麦汁的数量不一样,控制的压力也应该不一样。
5、发酵液在0~1度储存至少五天,使二氧化碳在低温、压力下充分的溶解。
6、洗瓶机洗好的瓶子,残碱要低。洗瓶出口温度要低,瓶温度高,会造成酒温回升,使二氧化碳遗失。
7、灌装系统要平稳,运行过程中,不能晃动以造成二氧化碳的损失。
(以上资料来自网络摘取仅供参考)

摘要:啤酒生产过程中既产生二氧化碳,同时也需要使用二氧化碳,如何合理平衡控制二氧化碳是企业生产中的焦点问题。本文通过调整回收纯度、加强使用监控、统筹安排生产与投料等措施,使啤酒二氧化碳回收量与使用量相匹配,以达到降低啤酒生产成本,同时减少温室效应气体的排放之目的。
关键词:二氧化碳,平衡控制,啤酒
根据发酵理论:100g葡萄糖(完全发酵)生成51g酒精和49g二氧化碳。发酵过程中二氧化碳产出量=麦汁量*密度*浓度*发酵度*二氧化碳产率-发酵液量*啤酒中二氧化碳含量。一般情况下,啤酒厂的二氧化碳收得率为60%左右,按该收得率计算,12°PkL啤酒二氧化碳回收量为21.4kg/kL。

1 二氧化碳回收控制优化
首先从优化回收着手,施行以下控制,并跟踪回收情况,结果见表1。
(1)根据所使用二氧化碳回收装置(具有提纯功能)的性能及电耗情况,调整发酵液二氧化碳浓度在96%即开始回收,一般来说,经回收系统回收后,二氧化碳纯度可达到99.99%以上;(2)制定《二氧化碳回收工艺规程》。该制度对二氧化碳回收操作做出了明确的要求,麦汁满罐15小时后开始检测纯度,之后每半小时检测一次;(3)碱洗清酒罐前,将泄压的二氧化碳排到二氧化碳回收管道或其他清酒罐,以循环利用部分二氧化碳,避免直接排空。

表1 跟踪二氧化碳回收情况表
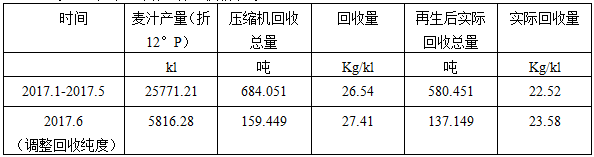
从表1可知,调整回收二氧化碳纯度后,平均单罐产气为总回收量/罐数:134.02/17=7.88吨,折12°P麦汁为23.58kg/kl,比同行业介绍的回收量增多2.18kg/kl。
2 二氧化碳使用的控制
二氧化碳是啤酒风味物质的重要组成部分,二氧化碳含量的高低对啤酒口感及灌装生产有较大影响。首先,了解酿造制备脱氧水、过滤稀释、清酒罐备压、包装灌装等工序耗用二氧化碳量情况。经查询文献可知道,灌装过程消耗二氧化碳量为6-7kg/kl。其他工序如酿造制备脱氧水、过滤稀释等填充二氧化碳耗用量合计约为14-15kg/kl。
在生产运行中,应该通过创新性思维尽量减少二氧化碳使用量。如:一方面,在生啤溶解氧、灌装瓶颈空气等指标达标的前提下,尽量减少二氧化碳不必要的消耗;另一方面,从优化工艺角度出发,寻找降耗点。如采用发酵罐与发酵罐之间的离心,过滤机与离心机各自独立运行,确保离心机及过滤机的连续性,提高离心及过滤效率,减少设备的清洗频率。
另外,加强生产过程监控,建立单点课程,从发酵产气、回收、使用等环节入手,建立操作规程及注意事项,确保设备操作无误,避免人为操作不当造成二氧化碳浪费。通过生产过程各工序二氧化碳耗用量记录可知,灌装二氧化碳单耗为4.76kg/kl,酿造为8kg/kl,均比行业标准有所优化。当然,因不同瓶型/罐型的容量不同,再加之设备故障、外部因素制约等导致生产效率不同,二氧化碳的吨酒耗用量也略有差异。最后,生产管理中必须将二氧化碳使用量作为考核指标,以提高全员的节约意识与重视程度。
3 平衡使用控制的其他措施
(1) 统筹安排生产与投料
生产计划是生产系统运作的核心目标,生产计划量决定投料量,投料量决定产二氧化碳量,而在不外购高纯度二氧化碳的前提下,二氧化碳的回收量则对生产计划是否能正常施行起到决定性作用。因此,如何使车间的生产与投料统筹结合,是每一个带酿造工序的啤酒厂都必须解决的难题。
灌装生产必须保持和酿造同步。生产要视现有二氧化碳储存量而运行,若储罐液位高位时投料,酿造及包装消耗量小于产气量,可能陷入本轮二氧化碳浪费,下一轮生产又无二氧化碳可用的窘境;若储罐液位过于低位时进行投料,则生产所消耗的二氧化碳量大于产气进度,易导致生产车间因无二氧化碳而停产,或被迫外购二氧化碳补充。因此,生产管理员必须要掌握产气量及耗用量的基本规律,将二氧化碳储量、投料节奏、生产用气进行统筹安排。
(2)计量及设备管理
计量是管理的眼睛,要使二氧化碳的回收及使用纳入规范管理,必须做好以下几方面工作:①建立巡检制度,对二氧化碳回收装置进行检查,内容包括除沫器和过载保护器的水位是否正常、气囊是否漏气、系统压力是否正常等;②从回收源头开始到使用终端,要定期检测管道、设备、设施的密闭性,并定期对回收管道进行清洗,重点是定期检查二氧化碳回收与使用管路(含酒机),确保无泄漏;③定期对流量计及压力表进行校验,确保数据准确有效;④定期检测二氧化碳回收与使用纯度,确保纯度达标。
4 结论
通过上述措施,使二氧化碳回收量能够满足生产需求,改变了原来需要外购二氧化碳的状况。同时通过统筹安排生产与投料,间接减少重复清洗频率,节约了水电费。啤酒生产的淡旺季分明,通过回收、使用过程控制、统筹生产与投料、加强计量及设备管理,确保二氧化碳能有效地加以利用,使其回收和使用达到平衡,节省二氧化碳采购费用,特别是对于因二氧化碳储罐量小,生产不饱满状态,对二氧化碳的回收和使用平衡控制显得尤为重要。
特别提醒:本公众号所刊发稿件、图片均用于内部交流使用,并在显要位置注明文章出处和来源,若涉及版权,或版权人不愿意在本平台刊载,请版权人可联系我们要求撤下您的作品。

欢迎加入每日快团团的福利 尖货,口粮!
加社长微信 qdchallenge

▼
精酿社
打造融合创新的精酿Freestyle

·↑长按识别二维码关注 ↑·
↙点击【阅读原文】,认领更多全球精酿啤酒
